WNM400 描述
WNM400是武鋼生產的高級調質耐磨鋼板。
- 中文名稱:WNM400
- 分類:武鋼生產的高級調質耐磨鋼板
- 用途:用於礦山、煤礦、環保
- 交貨狀態: 淬火+回火

WNM400(NM400)是武鋼生產的高級調質耐磨鋼板;其等級高於WNM360。
WNM400 用途:主要用於礦山、煤礦、環保、通風設備、自卸車及各種工程機械等耐磨易損件加工製造用結構鋼板。
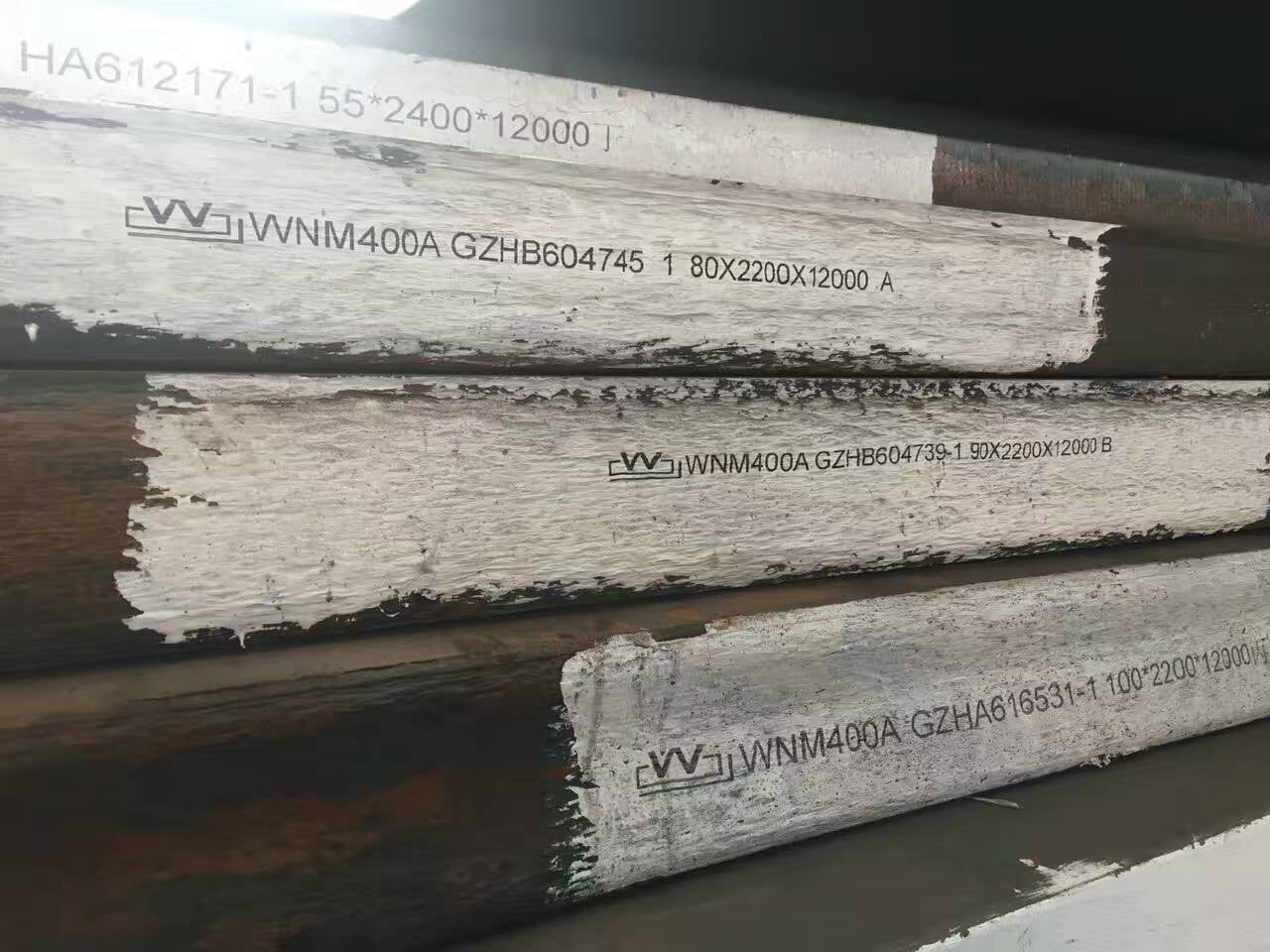
牌號表示方法:鋼板牌號由四個部分組成,依序表示製造廠、用途、硬度和品質等級,例如:WNM400A、WNM400B等。
符號:W-代表武鋼「吳」漢語拼音的第一個字母;
NM-耐磨用的「奈」字和「M」字的漢語拼音第一個字母;
A、B-分別為質量等級,其中A代表鋼板未受到衝擊,B代表鋼板在20度常溫下受到衝擊;
鋼板採用直邊軋製,頭尾切邊,兩個縱向邊不切邊,切邊餘量依正常切邊板控制。
鋼板的其餘尺寸、形狀、重量及允許偏差應符合GB/T709的規定。
WNM400的化學成分(熔融分析)符合下表要求:
WNM400耐磨鋼板 WNM400化學成分:
年級 | C | 和 | 錳 | 磷 | 小號 | 莫 | 鉻 | 你 | 乙 |
一種 | ≤0.25 | ≤0.70 | ≤1.60 | ≤0.025 | ≤0.010 | ≤0.50 | ≤1.40 | ≤0.004 | |
乙 | ≤0.25 | ≤0.70 | ≤1.60 | ≤0.025 | ≤0.010 | ≤0.50 | ≤1.00 | ≤1.00 | ≤0.004 |
註:鋼板中允許添加微合金強化元素,如Nb、V、Ti等。
冶煉方式:電爐+爐外精煉。
交貨狀態:淬火+回火。
機械性能:
機械性能符合下表要求:
年級 | 硬度(HBW) | 20°CAKV縱向J |
一種 | 350~400 | 提供 |
乙 | 350~400 | ≥21 |
鋼板表面品質符合GB3274的要求。
每批鋼板的檢驗項目、樣品數量、取樣方法及試驗方法應符合下表要求:
序號 | 測試項目 | 樣品數量 | 取樣方式 | 實驗方法 |
1個 | 拉緊 | 1個 | GB/T2975 | GB/T228 |
2個 | 震驚 | 3個 | GB/T2975 | GB/T229 |
3個 | 彎曲試驗 | 1個 | GB/T2975 | GB/T232 |
4個 | 硬度 | 1個 | GB/T2975 | GB/T231 |
布氏硬度(HBW)檢驗,依照國家標準GB/T231,將鋼板表面銑去1.0-2.2毫米,然後在此表面上測試硬度。
鋼板的包裝、標誌和品質證明書應符合GB/T247的要求。
WNM400耐磨鋼板與進口鋼材比較:
WNM400專案的應用與前景:
工程機械、礦山機械、煤礦機械、環保機械、冶金機械等製造企業武鋼合作生產挖土機、裝載機、推土機、鬥板、刀片板、側刀片板、刀片、破碎機襯板、刀片構造。
本工程WNM400約5000噸。出口美國、加拿大、澳洲、印度、歐洲前景廣闊。已直接供應歐洲客戶超過2萬噸。
武鋼生產技術領先。武鋼產品常規規格厚度為8-100mm,大部分為2000*8000和2200*8000。
切割方法:
冷切
寒冷的 切割 包括水刀切割、剪切、鋸切或磨料切割。
優點:切削熱影響小,防止整個工件硬度下降,並減少切削工件的變形。
缺點:成本高,只能切割薄板,切割速度慢。
熱切割
熱切割包括氧燃料火焰切割(以下簡稱「火焰切割」)、等粒子切割和雷射切割。
優點:切割成本低,加工設備隨處可見,可切割厚板,切割速度快。
缺點:容易降低鋼板硬度並造成裂痕。
火焰切割的注意事項
低速切削
避免切割裂紋的方法之一,如果無法整板預熱,也可以採用局部預熱代替。採用低速切削防止切削裂紋,其可靠性不如預熱。建議在切割前以火焰槍空化對切割帶(工件周圍或直線)進行幾次預熱,預熱溫度應達到100℃。如果切割設備是雙槍或多槍,可以用前火焰槍抬高高度預熱,後火焰槍進行切割,也可以達到預熱切割的目的。
切好後慢慢冷卻
無論切割件是否預熱,切割後鋼板的緩慢冷卻將有效降低切割後裂縫的風險。如果工件切割後堆放溫熱並蓋上隔熱毯,也可以實現緩冷,緩冷需要冷卻至室溫。
切割後加熱
對於耐磨板的切割,加熱( 低溫回火 )切割後立即進行也可以是防止切割裂縫的有效方法和措施。鋼板切割後,進行低溫回火處理,可有效消除切割殘餘內應力。
對於切割後鋼板的加熱方法,也可採用火焰槍燃燒、電子加熱毯、加熱爐等加熱方法進行切割後加熱。