Dillidur 500 Açıklama
Dillidur 500, teslimat durumunda 500 HBW nominal sertliğe sahip, aşınmaya dayanıklı bir çelik levhadır.
Dillidur 500, malzemelerin mükemmel işlenebilirliğe, özellikle de mükemmel kaynak performansına sahip olmasının gerekli olduğu, aşırı yüksek aşınmaya sahip ortamlardaki uygulamalar için önerilir.
Uygulama örnekleri: hafriyat makineleri, yükleme makineleri, tarak gemileri, damperli kamyonlar, taşıma ekipmanları, damperli kamyonlar, bıçaklar, kesici kırıcılar, atık arıtma ve geri dönüşüm ekipmanları vb.
Dillidur 500 Aşınmaya Dayanıklı Çelik Levha
DILLIDUR 500, teslimat durumunda 500 HBW nominal sertliğe sahip, aşınmaya dayanıklı bir çelik levhadır.
DILLIDUR 500, malzemelerin mükemmel işlenebilirliğe, özellikle de mükemmel kaynak performansına sahip olmasının gerekli olduğu, aşırı yüksek aşınmaya sahip ortamlardaki uygulamalar için önerilir.
Uygulama örnekleri: hafriyat makineleri, yükleme makineleri, tarak gemileri, damperli kamyonlar, taşıma ekipmanları, damperli kamyonlar, bıçaklar, kesici kırıcılar, atık arıtma ve geri dönüşüm ekipmanları vb.
DİLİDUR 500 Ürün Açıklaması
Tedarik boyutu aralığı
Tedarik taslağına göre DILLIDUR 500, 8 mm'den (1/3 inç) başlayan kalınlıklarda mevcuttur 2 100 mm'ye (4 inç) kadar 2 . Diğer boyut gereksinimleri ayrı ayrı tartışılabilir.
DILLIDUR 500 Kimyasal Bileşimi:
Eritme analizine dayalı olarak her bir bileşen için aşağıdaki sınır değerler (%) geçerlidir
| C | Ve | Mn | P | S |
| ≤ 0,30 | ≤ 0,70 | ≤ 1,60 | ≤ 0,025 | ≤ 0,010 |
Kalınlığa bağlı olarak aşağıdaki alaşım elementlerinden bir veya daha fazlası eklenecektir:
| Ay | İçinde | Cu | CR | V | Not | B |
| ≤ 0,50 | ≤ 1,0 | ≤ 0,30 | ≤ 1,50 | ≤ 0,08 | ≤ 0,05 | ≤ 0,005 |
Erimiş çelik tamamen sakinleştirilir ve ince taneli hale getirilmesi için işlenir.
Karbon eşdeğeri referans değeri:
A CEV =C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15
B CET =C+(Mn+Mo)/10+(Cr+Cu)/20+Ni/40
1 Bu bilgilerin içeriği ürün açıklamasıdır ve zaman zaman güncellenebilir.
2 Parantez içindeki yaklaşık dönüşüm değeri rahatsız edici bir referanstır.
Teslim durumu:
Sıcaklık kontrollü su söndürme
Teslimat durumundaki mekanik özellikler
Sertlik
Oda sıcaklığında yüzeyin Brinell sertliği:
Levha kalınlığı ≤ 30 mm (1,2 inç) 3 , 470-530 HBW
Board thickness> 30mm (1.2 inches) 3 , 450-530 HBW
Enine numunenin oda sıcaklığında çekme testi (20 mm kalınlığındaki çelik levha için referans değeri)
Çekme mukavemeti: 1600 MPa (232 ksi) 3
Verim noktası: 1100 MPa (160 ksi) 3
Uzama: %9 (L Ö = 5,65 √S Ö )
Rağmen DİLİDUR Yüksek çekme özelliklerine sahip olduğundan güvenliği ön plana çıkaran uygulamalar için uygun değildir. Bu durumda lütfen yüksek mukavemetli çelik kullanın. DİLİMAX.
Boyuna numune V-çentik Charpy darbe testi (20 mm kalınlığındaki çelik levha için referans değeri)
Charpy darbe enerjisi: -20°C'de (-4°F) 25 J 3
Test yüzeyinin Brinell sertliği her fırında ve her 40 tonda bir test edilir.
Çelik levha işareti
Başka bir anlaşma yoksa, çelik levha markası en azından aşağıdaki içeriği içerecektir:
- Sınıf (DILLIDUR 500)
- Fırın numarası
- Anakart numarası ve çelik plaka numarası
- Çelik fabrikası işareti
- Müfettişin imzası
DILLIDUR 500 İşleme performansı
Kullanıcı tarafından benimsenen tüm işleme teknolojisi ve uygulama teknolojisi, bu malzemeden üretilen ürünlerin güvenilirliği açısından çok önemlidir. Tasarım, yapım ve işleme yöntemlerinin bu malzemeye uygun olması ve en son işleme teknolojisinin gerekliliklerini ve işleyicinin takip etmesi gereken ürünün amacını karşılaması sağlanmalıdır. Kullanıcı malzemeyi kendisi seçmeli ve malzemenin yüksek mukavemetini ve yüksek sertliğini tam olarak dikkate almalı ve EN 1011-2 (kaynak) ve CEN/TR 10347 (şekillendirme) ile uyumlu proses tavsiyelerine uymalı ve ulusal standartlara uymalıdır. Güvenli üretim için düzenlemeler.
3 Parantez içindeki yaklaşık dönüşüm değeri rahatsız edici bir referanstır.
Soğuk şekillendirme
DILLIDUR 500 yüksek sertliğe ve yüksek mukavemete sahip olmasına rağmen yine de bükülerek soğuk şekillendirilebilir. Akma dayanımı arttıkça aynı kalınlıktaki çelik levha için gereken şekillendirme kuvvetinin de artacağı ve esnekliğin de artacağı unutulmamalıdır. Kenar çatlaması riskini önlemek için soğuk bükme bölgesinin alevle kesilmiş veya makaslanmış kenarının cilalanması gerekir. Ayrıca büküm sırasında çekme gerilimine maruz kalan bükümün dış kenarının düzgün bir şekilde parlatılması da önerilir.
İşleme sırasında personelin kalıplama sırasında iş parçasından fırlama tehlikesine maruz kalmaması için gerekli güvenlik önlemleri alınmalıdır.
Soğuk şekillendirme genellikle aşağıdaki parametreleri yüzey kusurları olmadan elde edebilir (t levha kalınlığıdır):
| Minimum bükülme yarıçapı | Minimum kalıp açılma genişliği | |
| Yatay | 7 ton | 16 ton |
| Dikey | 9 ton | 20 ton |
sertliği sıcak şekillendirme DILLIDUR 500 östenitleme sıcaklığının hızlandırılmış soğutulmasından elde edilir. Sıcak şekillendirmeden sonra sertlik önemli ölçüde azalmazsa, daha sonra yeniden su verme işlemiyle desteklenmesi gerekir. Ancak yeniden su verme sonrasında elde edilen sertlik, çelik levha fabrikadan çıktığında test edilen sertlikten farklı olacaktır. Bunun nedeni, işleme tesisindeki söndürme ekipmanının soğutma verimliliğinin genellikle çelik levha üretimi sırasındaki söndürme ekipmanınınkinden daha düşük olmasıdır.
Bu malzeme, sertlikte önemli bir azalma olmadan yaklaşık 200°C'ye (390°F) ısıtılabilir.
Alevle kesme ve kaynak
Alevle kesme aşağıdaki minimum ön ısıtma sıcaklığına uymalıdır: plaka kalınlığı 26 mm ve altı, 60°C (140°F);
plaka kalınlığı 26~70 mm ve altı, 120°C (248°F); plaka kalınlığı 70 mm'nin üzerinde, 150°C (302°F).
Manuel ark kaynağında, düşük artık neme sahip alkali kaplı elektrotlar kullanılmalıdır (gerekirse, elektrot üreticisinin gereksinimlerine göre kuru işlem yapılmalıdır).
Ayrıca aşağıdaki öneriler de dikkate alınmalıdır:
- DILLIDUR 500'ün ön ısıtılmasına ilişkin daha fazla bilgi için lütfen "DILLIDUR-Aşınma önleyici konsept" teknik kılavuzuna bakın. Her durumda, sertliğin azalmasına neden olacağı için 200 °C'nin (390 °F) üzerinde ön ısıtmadan kaçınılmalıdır (aşağıdaki şekle bakın).
- Punta kaynağı, kök boncuğu ve dolgu boncuğu için düşük akma mukavemetli kaynak sarf malzemelerinin kullanılması en iyisidir. Kaynak noktasının aşınmaya dayanıklı olması gerekiyorsa, yalnızca son kaynak geçişinde ana kartın sertliğini üretebilecek aşınmaya dayanıklı kaynak malzemesini kullanın.
Isı tedavisi
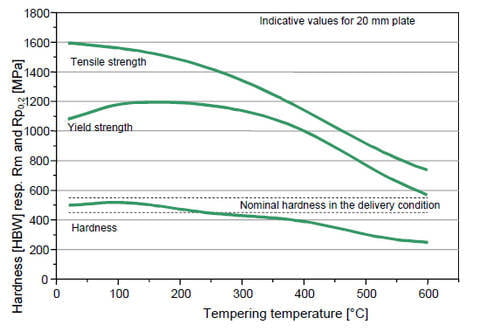 Aşağıdaki şekil, ısıl işlem sıcaklığına bağlı olarak sertlik veya mukavemetteki genel değişimi göstermektedir:
Aşağıdaki şekil, ısıl işlem sıcaklığına bağlı olarak sertlik veya mukavemetteki genel değişimi göstermektedir:
İşleme
DILLIDUR 500, yüksek hızlı çelik matkapları, özellikle kobalt alaşımlı yüksek hızlı matkapları kullanabilir. Uygun delme hızı ve delme hızı kullanılırsa matkap ucu tatmin edici bir servis ömrüne ulaşabilir.
Genel teslimat teknik gereksinimleri
Aksi kararlaştırılmadıkça genel teslimat teknolojisi EN 10021 standardının kullanılmasını gerektirir.
Hata payı
Aksi kararlaştırılmadıkça tolerans gereklilikleri EN 10029'a atıfta bulunur ve kalınlık A seviyesi için geçerlidir.
Yüzey kalitesi
Aksi kararlaştırılmadıkça EN 10163-2 standardına bakın ve A2 seviyesini uygulayın.
Toplam not
Kullanım amacı veya takip süreci nedeniyle bu belgede yer almayan malzemelere ilişkin başka özel gereksinimler varsa, bunlar siparişten önce müzakere edilebilir.
Bu bilgilerin içeriği ürün açıklamasıdır ve zaman zaman güncellenebilir.
DILLIDUR 500'ün uygulanması ve işlenmesi hakkında daha ayrıntılı bilgi için lütfen “DILLIDUR-Aşınma önleyici konsept” teknik kılavuzuna bakın.