")
1.2311 คำอธิบายเหล็ก
เหล็กกล้า 1.2311, เหล็กกล้าเยอรมันไดย์สตีลผลิตโดยกระบวนการ "บริสุทธิ์พิเศษ" ชุบแข็งล่วงหน้า แสดงระดับความบริสุทธิ์สูงในระดับจุลภาคและโครงสร้างที่เป็นเนื้อเดียวกันที่ดีเยี่ยม การขัดเงาและการกัดด้วยแสงที่ดีเยี่ยม
หลังจากการอบชุบด้วยความร้อน การประมวลผลและการขัดเงาทำได้ดี สามารถไนไตรด์ได้ เหมาะสำหรับการชุบโครเมี่ยมและการรักษาพื้นผิวอื่นๆ ความสม่ำเสมอของความแข็งของวัสดุ (หนาถึง 400 มม.) ความเหนียวที่ดี ประสิทธิภาพการประมวลผลเชิงกลที่ดี โครงสร้างทองคำเป็นมาร์เทนไซต์และเบไนต์
หมายเลขแบรนด์ของประเทศที่สอดคล้องกัน
1.2311 เหล็กเส้น

1.2311 เป็นเหล็กกล้าเครื่องมือแรงดึงสูงที่ผ่านการชุบแข็งแล้ว ซึ่งให้ความสามารถในการตัดเฉือนที่พร้อมใช้งานในสภาพชุบแข็งและอบร้อน ดังนั้นจึงไม่จำเป็นต้องผ่านการอบชุบด้วยความร้อนเพิ่มเติมเสมอไป สิ่งนี้ช่วยลดความเสี่ยง ค่าใช้จ่าย และเวลารอของการบำบัดความร้อน และหลีกเลี่ยงความเป็นไปได้ที่เกี่ยวข้องกับการบิดเบี้ยวหรือแม้แต่การแตกร้าว การแก้ไขส่วนประกอบ 1.2311 ที่ตามมาสามารถดำเนินการได้อย่างง่ายดาย
เหล็กกล้าแม่พิมพ์พลาสติกชุบแข็งที่มีความสามารถในการขึ้นรูปดีกว่าเหล็กกล้าเกรด Mat. No. 1.2312 เหมาะสำหรับพื้นผิว 1.2311 มักใช้กับแม่พิมพ์พลาสติก, กรอบแม่พิมพ์สำหรับแม่พิมพ์พลาสติก, แม่พิมพ์ฉีดขนาดใหญ่, แม่พิมพ์หล่อแรงดัน, ปลอกผู้รับ
การใช้งาน :
Suitable for large or medium sized and precise plastic moulds. Tools for hot working such as inter-inserts and heat-stressed auxiliary tools. Cavitations Molds, Standard Mould Base, Compression Mould for SMC, blowing mould, Pet preform mold, plastic piping & plumbing injection molds.
การปลอม:
ให้ความร้อนอย่างช้าๆ และสม่ำเสมอถึง 1,050°C ห้ามหลอมที่อุณหภูมิต่ำกว่า 930°C หลังจากตีเย็นช้า
การหลอม:
1.2311 ควรหลอมทุกครั้งหลังการตีขึ้นรูปและก่อนชุบแข็งใหม่ ให้ความร้อนสม่ำเสมอถึง 770/790°C แช่ในเตาให้เย็นลงอย่างช้าๆ
การชุบแข็ง:
ให้ความร้อนสม่ำเสมอถึง 840/870°C จนร้อนทั่ว ชุบน้ำมัน การแบ่งเบาความร้อน:ให้ความร้อนแก่เครื่องมือ 1.2311 อย่างสม่ำเสมออย่างทั่วถึงที่อุณหภูมิการแบ่งเบาความร้อนที่เลือก และคงไว้ที่ความร้อนเป็นเวลาหนึ่งชั่วโมงต่อ 25 มิลลิเมตรของความหนาทั้งหมด
คลายเครียด
การลดความเครียดเพื่อขจัดความเครียดในการตัดเฉือนควรทำโดยการให้ความร้อนประมาณ 650°C เก็บไว้ที่ความร้อน 1-2 ชั่วโมง ตามด้วยการระบายความร้อนด้วยอากาศ การดำเนินการนี้ดำเนินการเพื่อลดการบิดเบี้ยวระหว่างการอบชุบ
คุณสมบัติทางกายภาพที่อุณหภูมิห้อง โมดูลัสความยืดหยุ่น [103 x N/mm2]: 210
ความหนาแน่น [g/cm3]: 7.83
ค่าการนำความร้อน [W/m.K]: 34.0 (100°C), 34.0 (150°C), 33.6 (200°C), 32.9 (250°C), 31.9 (300°C) ในสภาวะดับและอุณหภูมิ
ค่าสัมประสิทธิ์การขยายตัวทางความร้อนเชิงเส้น 10-6 °C-1
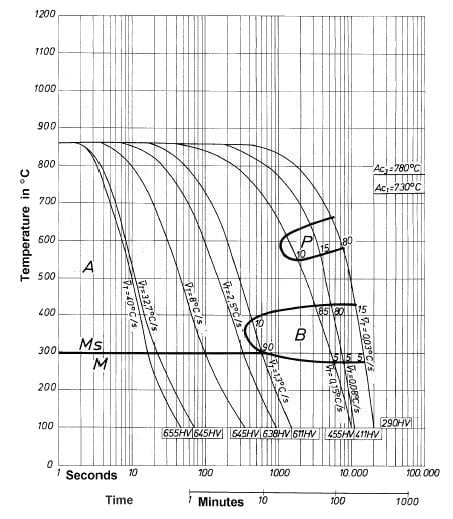
แผนภาพการแปลงความเย็นอย่างต่อเนื่อง (CCT)
การหลอมอ่อน
ความร้อนถึง 710-740°C เย็นลงในเตาอย่างช้าๆ สิ่งนี้จะสร้างความแข็งสูงสุดของ Brinell ที่ 230
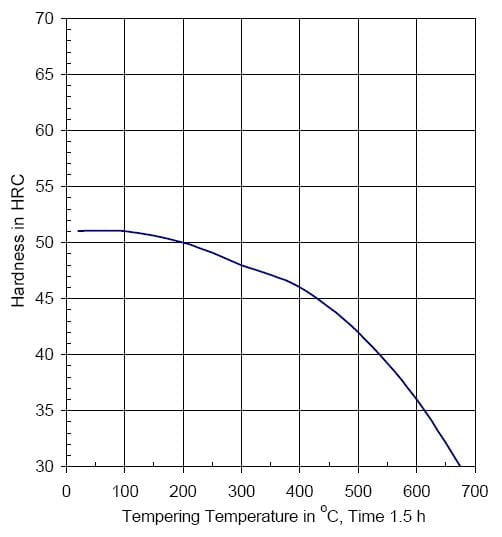
อุณหภูมิแบ่งเบา (°C) เทียบกับ ความแข็ง (HRC)
แบ่งเบาแผนภาพ
| ||||
ค. | และ. | ล้าน | Cr. | โม |
0.40% | 0.40% | 1.00% | 1.20% | 0.35% |
| การแบ่งเบาบรรเทา °C | 100 | 200 | 300 | 400 | 500 | 600 | 700 |
HRc | 51 | 50 | 48 | 46 | 42 | 36 | 28 |
N/mm² | 1730 | 1670 | 1570 | 1480 | 1330 | 1140 | 920 |
ไนไตรด์:
แม่พิมพ์ที่ขึ้นรูปจากการชุบแข็งก่อน 1.2311 อาจถูกไนไตรด์เพื่อให้พื้นผิวแข็งซึ่งทนทานต่อการสึกหรอและการสึกกร่อนได้ดีมาก พื้นผิวไนไตรด์ยังเพิ่มความต้านทานการกัดกร่อนอีกด้วย ความแข็งของพื้นผิวหลังจากการไนไตรดิ้งที่อุณหภูมิ 525°C ในก๊าซแอมโมเนียจะอยู่ที่ประมาณ 650HV
อุณหภูมิ | เวลา | ความลึกโดยประมาณของเคส |
525°ซ | 20 ชั่วโมง | 0.30mm |
525°ซ | 30 ชั่วโมง | 0.35มม |
525°ซ | 60 ชม | 0.50มม |
ทัฟไตรดิง:
Tufftriding ที่อุณหภูมิ 570°C จะให้ความแข็งผิวประมาณ 700HV หลังการรักษา 2 ชั่วโมง ชั้นแข็งจะเหลือประมาณ 0.01 มม
Flame & Induction Hardening:
1.2311 เปลวไฟหรือการเหนี่ยวนำอาจชุบแข็งจนแข็ง 50 ถึง 55 HRC การระบายความร้อนด้วยอากาศเป็นตัวเลือกที่ดีกว่า ชิ้นที่เล็กกว่าอาจต้องการความเย็นแบบบังคับ การชุบแข็งควรตามด้วยการแบ่งเบาบรรเทาทันที
การชุบฮาร์ดโครม:
หลังจากการชุบฮาร์ดโครมเหล็กแล้ว ควรอบอุณหภูมิเหล็กประมาณ 4 ชั่วโมงที่อุณหภูมิ 180°C เพื่อหลีกเลี่ยงการเปราะของไฮโดรเจน
การชุบแข็งกรณี:
เพื่อรักษาความแข็งผิวสูงสุด 1.2311 อาจชุบแข็งกรณี ก่อนทำการชุบแข็งเหล็ก ควรอบอ่อน ในการคาร์บูไรซ์ ให้บรรจุผงคาร์บูไรซิ่งลงในเหล็กหล่อหรือกล่องเหล็กทนความร้อน และดูว่าชิ้นส่วนถูกแยกออกจากด้านข้างด้วยผงคาร์บูไรซิ่งอย่างน้อยสองนิ้ว ปิดฝาด้วยไฟร์เคลย์ ให้ความร้อนที่อุณหภูมิคาร์บูไรซิ่ง 880°C และแช่ไว้นานพอสมควรเพื่อให้ได้ความลึกตามที่ต้องการ ทำให้เย็นลงถึง 800/820°C และดับในน้ำมัน การแบ่งเบาบรรเทาจะมีความจำเป็น อุ่นที่อุณหภูมิ 200/300°C และปล่อยให้อากาศเย็นลงเพื่อให้ได้ความแข็งผิวขั้นสุดท้ายของ Rockwell C55/59
การเชื่อม:
ขั้นแรกให้ความร้อนประมาณ 400 ถึง 500°C เชื่อม .12311 ที่อุณหภูมิประมาณ 400 ถึง 500°C และคลายความเครียด ใช้อิเล็กโทรดพื้นฐานที่ผสมโครเมียม-นิกเกิล-โมลิบดีนัมสำหรับการเชื่อมเหล็กรูปพรรณ การเชื่อมอาจทำได้โดยใช้อิเล็กโทรดเหล็กกล้าไร้สนิมออสเทนนิติก ในกรณีนี้อุณหภูมิการทำงานที่เพิ่มขึ้นตามที่กำหนดไว้อาจมีการเปลี่ยนแปลง แต่โลหะเชื่อมมีความแข็งแรงต่ำกว่าวัสดุหลัก
| อุณหภูมิ: | ||
| 20°ซ | 200°ซ | 400°ซ | |
| ความหนาแน่น (กก./ลบ.ม.) | 7800 | 7750 | 7700 |
| ค่าสัมประสิทธิ์การขยายตัวทางความร้อน (ต่อ °C จาก 0°C) | – | 12.7 x 10-6 | 13.6 x 10-6 |
| การนำความร้อน (J/m.s °C) | 29.0 | 29.5 | 31.0 |
| ความร้อนจำเพาะ (J/kg °C) | 460 | – | – |
| โมดูลัสของความยืดหยุ่น: | |||
| Kp/ตร.มม | 20 900 | 20 400 | 18 900 |
| N/mm² | 205,000 | 200,000 | 185,000 |
| |||
| การหมุน | ขรุขระ | ปานกลาง | เสร็จ |
| เครื่องมือคาร์ไบด์ | การหมุน | การหมุน | การหมุน |
| ความลึกของการตัด (t) มม | นาที 10 | 2-10 | สูงสุด 2 |
| ฟีด (s) มม | มม. 1.0 | 0.3-1.0 | สูงสุด 0.3 |
| ISO แมชชีนนิ่ง กรุ๊ป | P30-P40 | P20- 30 บาท | หน้า 10 |
| ความเร็วตัด | 40-60 | 60-100 | 90-160 |
| ||
| Carbide Tools & | ขรุขระ | เสร็จ |
| เครื่องมือเหล็กความเร็วสูง | การโม่ | การโม่ |
| ระยะกินลึก (t) | นาที 2 | สูงสุด 2 |
| อัตราป้อน (s) มม./ฟันตัด | นาที 0.2 | สูงสุด 0.2 |
| ISO แมชชีนนิ่ง กรุ๊ป | P30-P40 | P10-P20 |
| เครื่องมือคาร์ไบด์: | ||
| ความเร็วตัด (v) ม./นาที | 55-85 | 75-95 |
| เครื่องมือเหล็กความเร็วสูง: | ||
| ความเร็วตัด (v) ม./นาที | 10-20 | 15-30 |
| |
ความต้านแรงดึง | 1,000-1,068 นิวตัน/ตร.มม |
ความเครียดผลผลิต | 861-930 นิวตัน/ตร.มม |
การลดพื้นที่ | 45-50% |
การยืดตัว | 14-17% |











