1.2436 Инструментальная сталь для холодной обработки Описание
Характеристики штамповых сталей Немецкий стандарт DIN сверхвысокой ударной вязкости из хромистой стали, холодноштамповые стали. Обладает высокой износостойкостью и способностью сохранять режущую кромку.
Оценка: 1.2436
1.2436 - это немецкая марка легированной стали для инструментов для холодной обработки. Это ударопрочная сталь.
Он соответствует стандарту DIN 17350. Номер материала Digital Grade W-Nr 1.2436, Metal Steel garde X210CrW12. Это штамповая сталь, используемая в пресс-формах для экструзии, формах для горячего литья. как производство алюминия, литейная форма из алюминия.
Наш материал из инструментальной стали прошел 100% ультразвуковое тестирование по хорошей цене. Мелкогабаритные стальные изделия изготавливают горячекатаным методом, крупногабаритные стальные изделия изготавливают ковкой.
1.2436 Введение
(1) 1.2436 — это высококачественная инструментальная сталь с высоким содержанием углерода и хрома, обеспечивающая очень высокую износостойкость и качество удерживания кромки.
(2) 1.2436 представляет собой легированную инструментальную сталь с воздушной закалкой, обладающую отличной стойкостью к износу и истиранию.
(3) 1.2436 — инструментальная сталь, обладающая хорошими свойствами сквозной закалки и стабильностью размеров в сочетании с высокой стойкостью к отпуску.
Инструменты для резки листового металла толщиной примерно до 2 мм, ножи для бумаги, пресс-формы для камня, профильные прокатные валки, инструменты для глубокой вытяжки.
Ковка: Медленно и равномерно нагрейте инструмент из стали 1.2436 до 700°C, затем быстрее до 900/1050°C. После ковки медленно охлаждают, желательно в печи.
Отжиг: Отжиг 1.2436 при 800°/840°C и медленное охлаждение в печи. Твердость после отжига составит ок. 225 Бринелля.
Снятие напряжения: если операции механической обработки были тяжелыми или если инструмент имеет несбалансированную секцию, снимите напряжения с инструментальной стали из сплава 1.2436 перед закалкой путем нагрева до 650°/700°C, выровняйте, затем медленно охладите.
Закалка: Предварительно медленно нагрейте компонент 1.2436 до 750/800°C и тщательно пропитайте. Продолжайте нагрев до конечной температуры закалки 950°/980°C и дайте компоненту полностью прогреться. Охлаждение на воздухе или закалка в масле.
Отпуск: Равномерно и тщательно нагревайте при выбранной температуре отпуска и выдерживайте не менее одного часа на дюйм общей толщины. Двойная закалка 1.2436(Холодная штамповка стали) рекомендуется и должно проводиться с промежуточным охлаждением до комнатной температуры.
| Химический состав | |||
| С. | Кр. | В. | Мн. |
| 2,00% | 12,00% | 00,75% | 00,40% |
Физические свойства (средние значения) при температуре окружающей среды
- Модуль упругости [103 x Н/мм2]: 210
- Плотность [г/см3]: 7,77
- Теплопроводность [Вт/м.К]: 20,0, 20,5 (при 350°C), 24,1 (при 700°C)
- Удельное электрическое сопротивление [Ом мм2/м]: 0,65
- Удельная теплоемкость [Дж/г.К]: 0,46
Коэффициент линейного теплового расширения 10-6 °C-1
| 20-100°С | 20-200°С | 20-300°С | 20-400°С | 20-500°С | 20-600°С | 20-700°С |
| 10,8 | 11,8 | 12,4 | 12,5 | 12,8 | 12,9 | 13,0 |
Схема непрерывной трансформации охлаждения (CCT)
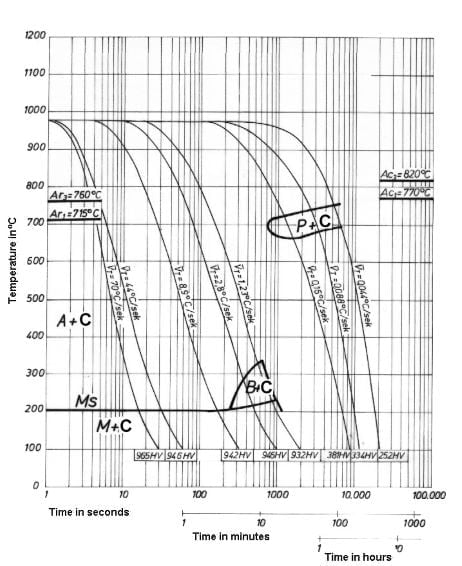
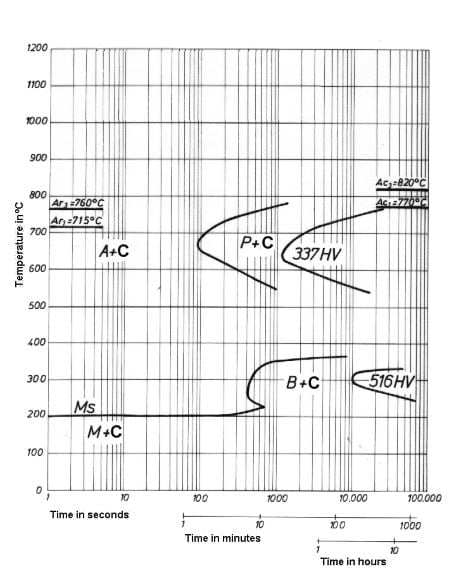
Диаграмма преобразования время-температура (TTT)
Температура отпуска (°C) в зависимости от твердости (HRC)
| 100°С | 200°С | 300°С | 400°С | 500°С | 600°С |
| 63 | 62 | 60 | 58 | 56 | 48 |
рекомендуется и должно проводиться с промежуточным охлаждением до комнатной температуры