")
1.2311 Descrição do Aço
Aço 1.2311, aço de matriz alemã, o aço é produzido pelo processo “super puro”, pré-endurecido, apresentando alto grau de pureza microscópica e excelente estrutura homogênea, excelente polimento e fotogravação.
Após o tratamento térmico, o desempenho de processamento e polimento é bom, pode ser tratamento de nitretação, adequado para cromagem e outros tratamentos de superfície, uniformidade de dureza do material (até 400 mm de espessura), boa tenacidade, bom desempenho de processamento mecânico. As estruturas de ouro são martensita e bainita.
O número da marca nacional correspondente
1.2311 Barra de Aço

1.2311 é um aço para ferramentas de alta resistência pré-endurecido que oferece usinabilidade pronta na condição endurecida e revenida, portanto, nem sempre requer tratamento térmico adicional. Isso elimina os riscos, custos e tempo de espera do tratamento térmico e evita a possibilidade associada de distorção ou mesmo rachaduras. As modificações subseqüentes do componente 1.2311 podem ser facilmente executadas.
Plásticos pré-endurecidos moldam aço com boa usinabilidade, melhor que o grau de aço Mat. Nº 1.2312, adequado para texturização. 1.2311 geralmente usado em moldes de plástico, molduras de moldes para moldes de plástico, moldes de injeção grandes, moldes de fundição sob pressão, mangas de recipiente.
Formulários :
Suitable for large or medium sized and precise plastic moulds. Tools for hot working such as inter-inserts and heat-stressed auxiliary tools. Cavitations Molds, Standard Mould Base, Compression Mould for SMC, blowing mould, Pet preform mold, plastic piping & plumbing injection molds.
Forjamento:
Aquecer lenta e uniformemente até 1050°C. Não forjar abaixo de 930°C. Depois de forjar, esfrie lentamente.
Anelamento:
1.2311 deve ser sempre recozido após o forjamento e antes do endurecimento. Aqueça uniformemente a 770/790°C. Mergulhe bem e esfrie lentamente no forno.
Endurecimento:
Aqueça uniformemente a 840/870°C até aquecer completamente. Tempere em óleo. Revenimento: Aqueça uniformemente a ferramenta 1.2311 completamente na temperatura de revenimento selecionada e mantenha no calor por uma hora por 25 milímetros de espessura total.
Alívio do stress
O alívio de tensões para remover as tensões de usinagem deve ser realizado aquecendo a aprox. 650°C, mantendo por 1-2 horas no calor, seguido de resfriamento ao ar. Esta operação é realizada para reduzir a distorção durante o tratamento térmico.
Propriedades físicas à temperatura ambiente Módulo de elasticidade [103 x N/mm2]: 210
Densidade [g/cm3]: 7,83
Condutividade térmica [W/m.K]: 34,0 (100°C), 34,0 (150°C), 33,6 (200°C), 32,9 (250°C), 31,9 (300°C), em condições temperadas e revenidas.
Coeficiente de Expansão Térmica Linear 10-6 °C-1
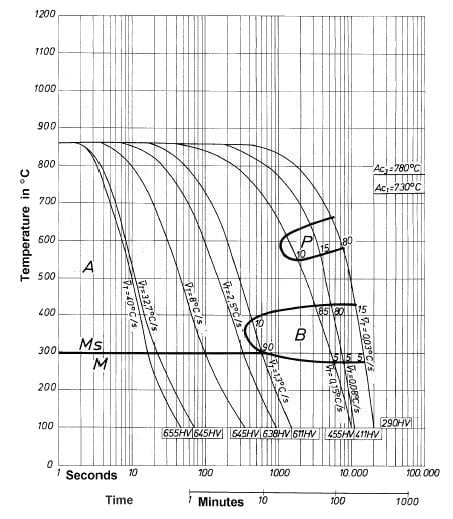
Diagrama de transformação de resfriamento contínuo (CCT)
Recozimento Suave
Aqueça a 710-740°C, resfrie lentamente no forno. Isso produzirá uma dureza Brinell máxima de 230.
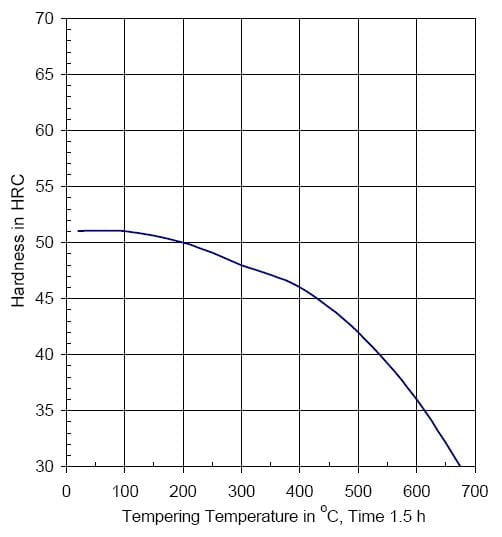
Temperatura de Revenimento (°C) vs. Dureza (HRC)
Diagrama de têmpera
| ||||
C. | E. | Mn. | Cr. | Mo. |
00,40% | 00,40% | 1,00% | 1,20% | 00,35% |
| Revenimento °C | 100 | 200 | 300 | 400 | 500 | 600 | 700 |
HRc | 51 | 50 | 48 | 46 | 42 | 36 | 28 |
N/mm² | 1730 | 1670 | 1570 | 1480 | 1330 | 1140 | 920 |
Nitretação:
Moldes usinados a partir de 1.2311 pré-endurecido podem ser nitretados para dar uma superfície dura que é muito resistente ao desgaste e à erosão. Uma superfície nitretada também aumenta a resistência à corrosão. A dureza da superfície após a nitretação a uma temperatura de 525°C em amônia gasosa será de aproximadamente 650HV.
Temperatura | Tempo | Profundidade Aproximada do Caso |
525°C | 20 horas | 00,30 mm |
525°C | 30 horas | 00,35 mm |
525°C | 60 horas | 00,50 mm |
Tuffretação:
Tufftriding a 570°C dará uma dureza superficial de aproximadamente 700HV. Após 2 horas de tratamento, a camada dura será de aproximadamente 0,01 mm
Flame & Induction Hardening:
1.2311 pode ser endurecido por chama ou indução até um endurecimento de 50 a 55 HRc. O resfriamento ao ar é uma opção preferível. Pedaços menores podem, no entanto, exigir resfriamento forçado. O endurecimento deve ser imediatamente seguido de revenimento.
Revestimento de Cromo Duro:
Após a cromagem dura, o aço deve ser revenido por aproximadamente 4 horas a 180°C, a fim de evitar a fragilização por hidrogênio.
Endurecimento de capa:
Para manter a máxima dureza superficial, o 1.2311 pode ser endurecido. Antes que o endurecimento seja realizado, o aço deve ser recozido. Para carburar, embale com pó de carburação em uma caixa de ferro fundido ou aço resistente ao calor e certifique-se de que os artigos estejam separados das laterais por pelo menos duas polegadas de pó de carburação. Lute a tampa com fireclay. Aqueça até a temperatura de cementação de 880°C e mergulhe por tempo suficiente para obter a profundidade de revestimento necessária. Resfrie a 800/820°C e resfrie em óleo. A têmpera será então necessária. Reaqueça a 200/300°C e deixe esfriar ao ar para obter uma dureza superficial final de Rockwell C55/59
Soldagem:
Primeiramente aqueça a aproximadamente 400 a 500°C. Solde 0,12311 a aproximadamente 400 a 500°C e alivie a tensão. Utilizar eletrodos básicos de liga de Cromo-Níquel-Molibdênio para soldagem de aços estruturais. A soldagem também pode ser realizada usando um eletrodo de aço inoxidável austenítico. Neste caso, o aumento da temperatura de trabalho estipulado pode ser modificado, mas o metal de solda tem uma resistência menor do que o material de origem
| Temperatura: | ||
| 20°C | 200°C | 400°C | |
| Densidade (Kg/m³) | 7800 | 7750 | 7700 |
| Coeficiente de expansão térmica (por °C a partir de 0 °C) | – | 12,7 x 10-6 | 13,6 x 10-6 |
| Condutividade térmica (J/m.s °C) | 29,0 | 29,5 | 31,0 |
| Calor específico (J/kg °C) | 460 | – | – |
| Módulos de elasticidade: | |||
| Kp/mm² | 20 900 | 20 400 | 18 900 |
| N/mm² | 205 000 | 200 000 | 185 000 |
| |||
| Girando | Duro | Médio | Terminar |
| ferramentas de metal duro | Girando | Girando | Girando |
| Profundidade de corte (t) mm | min. 10 | 2-10 | máx. 2 |
| Alimentação (s) mm | mm 1,0 | 0.3-1.0 | máx. 0,3 |
| Grupo de Usinagem ISO | P30-P40 | P20- P30 | P10 |
| Velocidade de corte | 40-60 | 60-100 | 90-160 |
| ||
| Carbide Tools & | Duro | Terminar |
| Ferramentas de aço rápido | Fresagem | Fresagem |
| Profundidade de corte (t) | min. 2 | máx.2 |
| Avanço (s) mm/dente | min. 0,2 | máx. 0,2 |
| Grupo de Usinagem ISO | P30-P40 | P10-P20 |
| Ferramentas de carboneto: | ||
| Velocidade de corte (v) m/min. | 55-85 | 75-95 |
| Ferramentas de aço rápido: | ||
| Velocidade de corte (v) m/min. | 10-20 | 15-30 |
| |
Resistência à tracção | 1000-1068 N/mm² |
Estresse de Rendimento | 861-930 N/mm² |
Redução de Área | 45-50% |
Alongamento | 14-17% |











