Dillidur 400 Odporna na zużycie blacha stalowa Wprowadzenie
Dillidur 400 jest fabryczną blachą stalową odporną na ścieranie o nominalnej twardości do 400 HBW.
Dillidur 400 jest zalecany do stosowania w środowiskach o dużym zużyciu, gdzie wymagana jest dobra skrawalność, a zwłaszcza dobra spawalność.
Przykłady zastosowań: maszyny do robót ziemnych, maszyny do załadunku, pogłębiarki, przewracanie górników, sprzęt transportowy, wywrotka, lemiesz, kruszarka do cięcia, sprzęt do przetwarzania i odzyskiwania odpadów itp.
DILLIDUR 400 Opis
DILLIDUR 400 V to stal odporna na ścieranie o średniej twardości 400 HBW w stanie fabrycznym. Jego właściwości mechaniczne uzyskuje się przez hartowanie.
DILLIDUR 400 V jest preferowany przez klientów, u których wymagana jest podwyższona odporność na zużycie wraz z dobrą obrabialnością i szczególnie dobrą spawalnością.
Przykłady zastosowania: maszyny do robót ziemnych i ładowarek, pogłębiarki, wózki kontenerowe, przenośniki, ciężarówki, ostrza tnące, noże i młoty, zakłady usuwania odpadów i recyklingu.
Opis produktu
Dillidur 400 Zakres zastosowania
DILLIDUR 400 V może być dostarczony w grubościach od 6 mm (¼ cala) do 150 mm (6 cali), zgodnie z programem wymiarowym. Inne wymiary mogą być możliwe na życzenie.
Skład chemiczny
Do analizy kadzi mają zastosowanie następujące wartości graniczne w %:
| C | I | Mn | P | S |
| ≤ 0,20 | ≤ 0,50 | ≤ 1,80 | ≤ 0,025 | ≤ 0,010 |
W zależności od grubości, następujące pierwiastki stopowe są stosowane pojedynczo lub w połączeniu w celu kontroli pełnego utwardzenia:
| Mo | W | Cr | V | Nb | B |
| ≤ 0,50 | ≤ 0,80 | ≤ 1,50 | ≤ 0,08 | ≤ 0,05 | ≤ 0,005 |
Stal jest całkowicie zabita i drobnoziarnista.
Orientacyjne wartości ekwiwalentu węgla:
| Grubość blachy [mm] | 10 | 25 | 40 | 80 | 120 |
| CEV 1) | 00,37 | 0.46 | 00,51 | 00,61 | 00,64 |
| CET 2) | 0.28 | 00,31 | 00,33 | 00,35 | 00,36 |
Warunki dostawy
Kontrolowana woda hartowana.
1) CEV = C + Mn/6 + (Cr + Mo + V)/5 + (Ni + Cu)/15
2) CET = C + (Mn + Mo)/10 + (Cr + Cu)/20 + Ni/40
Własności mechaniczne w stanie dostawy
Twardość
Twardość w temperaturze pokojowej: 370 – 430 HBW
Próba rozciągania poprzecznych próbek w temperaturze pokojowej (wartości orientacyjne dla grubości blachy 20 mm (0,8 cala))
Wytrzymałość na rozciąganie 1200 MPa (175 ksi)
Granica plastyczności 800 MPa (116 ksi)
Wydłużenie 12% (lo = 5,65√So)
Pomimo swojej wysokiej wytrzymałości na rozciąganie stale DILLIDUR nie są przeznaczone na elementy istotne z punktu widzenia bezpieczeństwa. Do tego celu dostępne są stale o wysokiej wytrzymałości DILLIMAX.
Próba udarności Charpy-V na podłużnych próbkach (wartości orientacyjne dla grubości blachy 20 mm (0,8 cala))
Wytrzymałość 30 J przy -40°C (-40°F)
Testowanie
Twardość powierzchni Brinella badana raz na ciepło i 40 t.
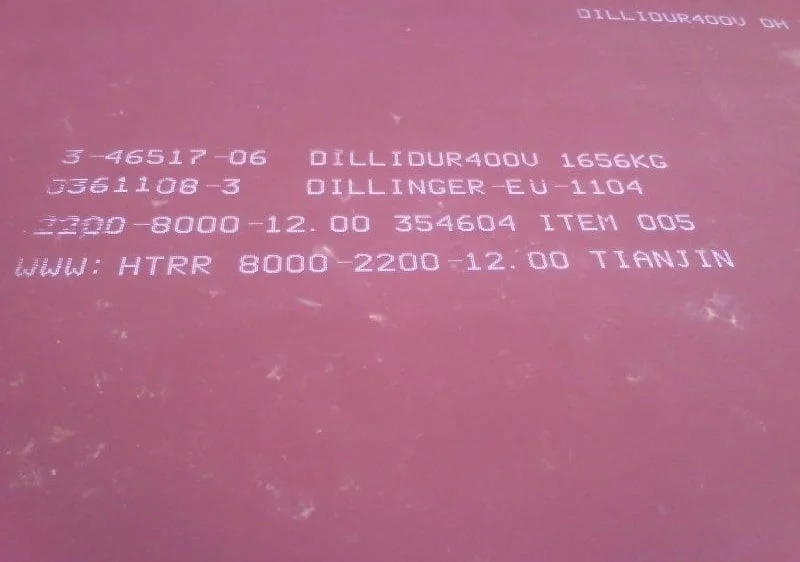
Identyfikacja tablic
O ile nie uzgodniono inaczej, znakowanie odbywa się za pomocą stalowych stempli z co najmniej następującymi informacjami:
- gatunek stali (DILLIDUR 400 V)
- gorący numer
- numer płyty głównej i indywidualnej płyty
- symbol producenta
- znak inspektora
Obróbka Dillidur 400
Cała technika przetwarzania i aplikacji ma fundamentalne znaczenie dla niezawodności produktów wykonanych z tej stali. Użytkownik powinien upewnić się, że jego projekt, konstrukcja i metody obróbki są dostosowane do materiału, odpowiadają najnowocześniejszemu stanowi techniki, którego musi przestrzegać wytwórca i są odpowiednie do zamierzonego zastosowania. Klient jest odpowiedzialny za wybór materiału. Biorąc pod uwagę wyższą wytrzymałość i hartowność, należy przestrzegać zaleceń zgodnie z EN 1011-2 (Spawanie) i CEN/TR 10347 (Formowanie) oraz zaleceń dotyczących bezpieczeństwa pracy zgodnie z przepisami krajowymi.
Dillidur 400 Formowanie na zimno
DILLIDUR 400 V może być formowany na zimno przez gięcie pomimo swojej wysokiej twardości i wytrzymałości. Należy zwrócić uwagę na fakt, że wraz ze wzrostem granicy plastyczności rosną również siły wymagane do operacji kształtowania, nawet przy niezmienionej grubości blachy. Zwiększa się również sprężyna powrotna. Aby uniknąć ryzyka pęknięć na krawędziach, krawędzie cięte płomieniowo lub ścinane należy zeszlifować w obszarze, który ma być formowany na zimno. Wskazane jest również nieznaczne zaokrąglenie krawędzi blachy po zewnętrznej stronie zagięcia poddanego naprężeniu rozciągającemu podczas gięcia.
Podczas obróbki należy zachować niezbędne środki bezpieczeństwa, aby nikt nie był narażony na niebezpieczeństwo związane z ewentualnym pęknięciem przedmiotu obrabianego podczas procesu formowania.
Następujące geometrie można zwykle uzyskać przez formowanie na zimno bez powstawania wad powierzchniowych (gdzie t jest grubością blachy):
| Minimalny promień gięcia | Minimalne otwarcie matrycy | |
| Kierunek poprzeczny | 3 t | 10 t |
| Kierunek wzdłużny | 4 t | 12 t |
Dillidur 400 Formowanie na gorąco
DILLIDUR 400 V uzyskuje swoją twardość poprzez przyspieszone chłodzenie z temperatury austenityzowania. Po formowaniu na gorąco tę samą twardość można uzyskać tylko wtedy, gdy stal zostanie ponownie hartowana po formowaniu. Należy się spodziewać, że twardość uzyskana w wyniku takiej obróbki różni się od twardości zmierzonej w stanie dostawy, ponieważ zdolność chłodzenia dostępna podczas produkcji blachy różni się od tej dostępnej w zakładach wytwórczych.
Stal można podgrzać do około 250 ° C (482 ° F) bez znacznego spadku twardości.
Dillidur 400 Cięcie płomieniowe i spawanie
Podczas cięcia płomieniem należy przestrzegać następujących minimalnych temperatur: 75°C (170°F) dla blach o grubości od 30 do 50 mm, 100°C (212°F) dla blach o grubości od 50 do 100 mm i 150° C (302 ° F) dla grubszych płyt.
Do ręcznego spawania łukowego należy stosować pręty z powłoką zasadową o bardzo niskiej wilgotności resztkowej (w razie potrzeby należy przeprowadzić suszenie zgodnie z instrukcją producenta). Dodatkowo należy wziąć pod uwagę następujące zalecenia:
- do grubości 20 mm (0,8 cala) stal może być normalnie spawana doczołowo bez podgrzewania.
- Aby uzyskać więcej informacji na temat wstępnego podgrzewania DILLIDUR 400 V, zapoznaj się z naszą informacją techniczną „Koncepcja walki ze zużyciem – DILLIDUR”. Należy jednak unikać podgrzewania powyżej 250 °C (482 °F), ponieważ może to spowodować miejscowe zmniejszenie twardości materiału podstawowego (patrz diagram).
- Metale spawalnicze o niskiej granicy plastyczności są preferowane do ściegów sczepnych, graniowych i wypełniających. Jeżeli spoiny są narażone na zużycie, należy spawać tylko końcowe warstwy z materiałami dodatkowymi dającymi twardość dopasowaną do blachy macierzystej.
Dillidur 400 Obróbka cieplna
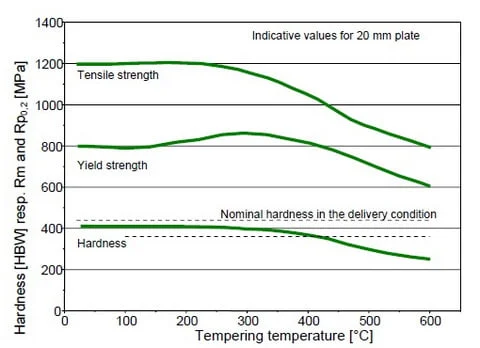 Poniższy wykres przedstawia ogólne zmiany wartości twardości lub wytrzymałości w zależności od temperatury obróbki cieplnej:
Poniższy wykres przedstawia ogólne zmiany wartości twardości lub wytrzymałości w zależności od temperatury obróbki cieplnej:
Obróbka Dillidur 400
DILLIDUR 400 V można obrabiać wiertłami HSS, a zwłaszcza wiertłami ze stopu HSS-Co, przy zadowalającej żywotności, jeśli odpowiednio dostosuje się posuw wiertła i prędkość skrawania.
Ogólne wymagania techniczne dostawy
O ile nie uzgodniono inaczej, zastosowanie mają ogólne wymagania techniczne zgodnie z EN 10021.
Tolerancje
O ile nie uzgodniono inaczej, tolerancje są zgodne z EN 10029, z klasą A dla grubości.
Jakość powierzchni
O ile nie uzgodniono inaczej, obowiązują przepisy zgodnie z EN 10163-2, klasa A2.
Notatka ogólna
Jeśli wymagane są szczególne wymagania, a nie są one ujęte w tym arkuszu danych, prosimy o kontakt ze specyfikacjami do naszej oceny i uzgodnienia przed złożeniem zamówienia. Informacje zawarte w tym arkuszu danych są opisem produktu. Ta karta danych jest aktualizowana na żądanie.
Więcej informacji na temat stosowania i przetwarzania DILLIDUR 400 V można znaleźć w naszej informacji technicznej „Koncepcja walki ze zużyciem – DILLIDUR”.