1.2436 Stal narzędziowa do pracy na zimno Opis
Charakterystyka stali matrycowych Niemcy Norma DIN Stal chromowa o bardzo wysokiej ciągliwości, stale matrycowe do pracy na zimno. Ma wysoką odporność na zużycie i zdolność utrzymywania krawędzi skrawającej.
Klasa: 1.2436
1.2436 to niemiecka stal stopowa do narzędzi do pracy na zimno. Jest to stal odporna na wstrząsy.
Należy do normy DIN 17350. Numer materiału klasy cyfrowej W-Nr 1.2436, Metal Steel garde X210CrW12. Jest to stal matrycowa, stosowana w formach do wytłaczania, formach Hot Cast. jak produkcja aluminium, forma odlewana z aluminium.
Nasz materiał ze stali narzędziowej w 100% przetestowany ultradźwiękowo w dobrej cenie. Wyroby stalowe o małych rozmiarach wytwarzane przez walcowanie na gorąco, wyroby stalowe o dużych rozmiarach przez kucie.
1.2436 Wprowadzenie
(1) 1.2436 to wysokowęglowa stal narzędziowa o wysokiej jakości chromu, zapewniająca bardzo wysoką odporność na zużycie i jakość trzymania krawędzi.
(2) 1.2436 to utwardzana powietrzem stopowa stal narzędziowa o doskonałej odporności na zużycie i ścieranie.
(3) 1.2436 jest stalą narzędziową, która ma dobre właściwości hartowania na wskroś i stabilność wymiarową w połączeniu z wysoką odpornością na odpuszczanie.
Narzędzia tnące do blach o grubości do około 2 mm, ostrza papiernicze, formy do prasowania kamienia, walce walcownicze, narzędzia do głębokiego tłoczenia.
Kucie: Podgrzać narzędzie 1.2436 powoli i równomiernie do 700°C, a następnie szybciej do 900/1050°C. Po kuciu schłodzić powoli, najlepiej w piecu.
Wyżarzanie: Wyżarzanie 1.2436 w temperaturze 800°/840°C i powolne chłodzenie pieca. Twardość po wyżarzaniu będzie wynosić ok. 225 Brinella.
Usuwanie naprężeń: Jeśli operacje obróbki skrawaniem były ciężkie lub jeśli narzędzie ma niewyważony przekrój, usuń naprężenia ze stali narzędziowej ze stopu 1.2436 przed hartowaniem poprzez podgrzanie do 650°/700°C, wyrównanie, a następnie powolne schłodzenie.
Utwardzanie: Podgrzać element 1.2436 powoli do 750/800°C i dokładnie namoczyć. Kontynuuj nagrzewanie do końcowej temperatury utwardzania 950°/980°C i pozwól, aby element się nagrzał. Schłodzić w powietrzu lub hartować w oleju.
Odpuszczanie: Ogrzewać równomiernie i dokładnie w wybranej temperaturze odpuszczania i trzymać przez co najmniej jedną godzinę na cal całkowitej grubości. Dwukrotne odpuszczanie 1.2436(Stal do pracy na zimno) jest zalecane i powinno być przeprowadzane z pośrednim schładzaniem do temperatury pokojowej.
| Skład chemiczny | |||
| C. | Kr. | W. | Mn. |
| 2,00% | 12,00% | 00,75% | 00,40% |
Właściwości fizyczne (wartości średnie) w temperaturze otoczenia
- Moduł sprężystości [103 x N/mm2]: 210
- Gęstość [g/cm3]: 7,77
- Przewodność cieplna [W/m.K]: 20,0, 20,5 (przy 350°C), 24,1 (przy 700°C)
- Rezystywność elektryczna [Ohm mm2/m]: 0,65
- Ciepło właściwe [J/g.K]: 0,46
Współczynnik liniowej rozszerzalności cieplnej 10-6 °C-1
| 20-100°C | 20-200°C | 20-300°C | 20-400°C | 20-500°C | 20-600°C | 20-700°C |
| 10.8 | 11.8 | 12.4 | 12,5 | 12.8 | 12,9 | 13.0 |
Schemat ciągłej transformacji chłodzenia (CCT).
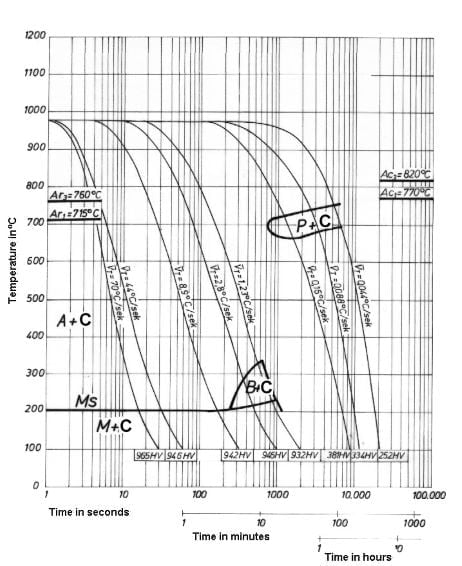
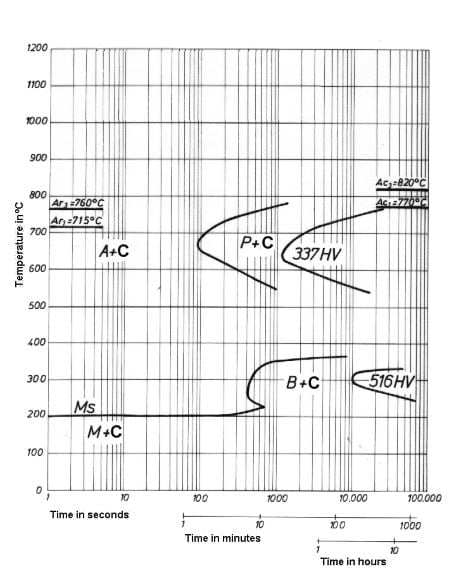
Diagram transformacji czasowo-temperaturowej (TTT).
Temperatura odpuszczania (°C) a twardość (HRC)
| 100°C | 200°C | 300°C | 400°C | 500°C | 600°C |
| 63 | 62 | 60 | 58 | 56 | 48 |
Schemat temperowania