Dillidur 500 Opis
Dillidur 500 to odporna na ścieranie blacha stalowa o nominalnej twardości 500 HBW w stanie dostawy.
Dillidur 500 jest zalecany do zastosowań w ekstremalnie narażonych na zużycie środowiskach, gdzie wymagana jest doskonała skrawalność materiałów, a zwłaszcza doskonałe właściwości spawalnicze.
Przykłady zastosowań: maszyny do robót ziemnych, maszyny ładujące, pogłębiarki, wywrotki, sprzęt transportowy, wywrotki, lemiesze, przecinarki, sprzęt do przetwarzania i recyklingu odpadów itp.
Odporna na zużycie blacha stalowa Dillidur 500
DILLIDUR 500 to odporna na ścieranie blacha stalowa o nominalnej twardości 500 HBW w stanie dostawy.
DILLIDUR 500 jest zalecany do zastosowań w ekstremalnie narażonych na zużycie środowiskach, gdzie wymagana jest doskonała skrawalność materiałów, a zwłaszcza doskonałe właściwości spawalnicze.
Przykłady zastosowań: maszyny do robót ziemnych, maszyny ładujące, pogłębiarki, wywrotki, sprzęt transportowy, wywrotki, lemiesze, przecinarki, sprzęt do przetwarzania i recyklingu odpadów itp.
DILLIDUR 500 Opis produktu
Zakres wielkości dostaw
Zgodnie ze schematem dostaw, DILLIDUR 500 jest dostępny w grubościach od 8 mm (1/3 cala) 2 do 100 mm (4 cale) 2 . Inne wymagania dotyczące rozmiaru można omówić osobno.
DILLIDUR 500 Skład chemiczny:
Na podstawie analizy wytopu następujące wartości graniczne (%) mają zastosowanie do każdego składnika
| C | I | Mn | P | S |
| ≤ 0,30 | ≤ 0,70 | ≤ 1,60 | ≤ 0,025 | ≤ 0,010 |
W zależności od grubości zostanie dodany jeden lub więcej następujących pierwiastków stopowych:
| Mo | W | Cu | Cr | V | Nb | B |
| ≤ 0,50 | ≤ 1,0 | ≤ 0,30 | ≤ 1,50 | ≤ 0,08 | ≤ 0,05 | ≤ 0,005 |
Stopiona stal jest w pełni uspokojona i przetwarzana w celu uzyskania drobnoziarnistego ziarna.
Wartość referencyjna ekwiwalentu węgla:
a CEV =C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15
b CET =C+(Mn+Mo)/10+(Cr+Cu)/20+Ni/40
1 Treść tych informacji jest opisem produktu i może być od czasu do czasu aktualizowana.
2 Przybliżona wartość konwersji w nawiasach jest odniesieniem obraźliwym.
Status przesyłki:
Chłodzenie wodą sterowane temperaturą
Własności mechaniczne w stanie dostawy
Twardość
Twardość Brinella powierzchni w temperaturze pokojowej:
Grubość płyty ≤ 30 mm (1,2 cala) 3 , 470-530 HBW
Board thickness> 30mm (1.2 inches) 3 , 450-530 HBW
Próba rozciągania próbki poprzecznej w temperaturze pokojowej (wartość odniesienia dla blachy stalowej o grubości 20 mm)
Wytrzymałość na rozciąganie: 1600 MPa (232 ksi) 3
Granica plastyczności: 1100 MPa (160 ksi) 3
Wydłużenie: 9% (L o = 5,65 √S o )
Mimo że DILLIDUR ma wysokie właściwości rozciągające, nie nadaje się do zastosowań, w których kładzie się nacisk na bezpieczeństwo. W takim przypadku należy użyć stali o wysokiej wytrzymałości DILLIMAX.
Próbka podłużna Próba udarności Charpy'ego z karbem w kształcie litery V (wartość odniesienia dla blachy stalowej o grubości 20 mm)
Energia uderzenia Charpy'ego: 25 J przy -20°C (-4°F) 3
Twardość Brinella badanej powierzchni jest badana w każdym piecu i co 40 ton.
Znak blachy stalowej
W przypadku braku innych uzgodnień znak z blachy stalowej powinien zawierać co najmniej następującą treść:
- Gatunek (DILLIDUR 500)
- Numer pieca
- Numer płyty głównej i numer płyty stalowej
- Znak huty
- Podpis inspektora
DILLIDUR 500 Wydajność przetwarzania
Cały zestaw technologii przetwarzania i technologii aplikacji przyjęty przez użytkownika jest bardzo ważny dla niezawodności produktów wykonanych z tego materiału. Należy zadbać o to, aby projekt, konstrukcja i metody przetwarzania były odpowiednie dla tego materiału oraz spełniały wymagania najnowszej technologii przetwarzania i przeznaczenia produktu, do którego musi dążyć przetwórca. Użytkownik powinien sam wybrać materiał i w pełni rozważyć jego wysoką wytrzymałość i twardość oraz postępować zgodnie z zaleceniami dotyczącymi procesu zgodnymi z EN 1011-2 (spawanie) i CEN/TR 10347 (formowanie) oraz przestrzegać krajowych zasady bezpiecznej produkcji.
3 Przybliżona wartość konwersji w nawiasach jest odniesieniem obraźliwym.
Formowanie na zimno
Chociaż DILLIDUR 500 ma wysoką twardość i wysoką wytrzymałość, nadal może być formowany na zimno przez gięcie. Należy zauważyć, że wraz ze wzrostem granicy plastyczności wzrośnie również siła formowania wymagana dla blachy stalowej o tej samej grubości, a także wzrośnie sprężystość. Aby uniknąć ryzyka pękania krawędzi, wypalona lub ścięta krawędź obszaru gięcia na zimno powinna być wypolerowana. Dodatkowo zaleca się również gładkie wyszlifowanie zewnętrznej krawędzi gięcia, która jest poddawana naprężeniom rozciągającym podczas gięcia.
Podczas obróbki należy zastosować niezbędne środki bezpieczeństwa, aby personel nie był narażony na niebezpieczeństwo oderwania się od obrabianego przedmiotu podczas formowania.
Formowanie na zimno może zwykle osiągnąć następujące parametry bez wad powierzchniowych (t to grubość blachy):
| Minimalny promień gięcia | Minimalna szerokość otwarcia matrycy | |
| Poziomy | 7 t | 16 t |
| Pionowy | 9 t | 20 ton |
Twardość formowanie na gorąco DILLIDUR 500 pochodzi z przyspieszonego chłodzenia temperatury austenityzowania. Jeśli twardość nie zmniejsza się znacząco po obróbce plastycznej na gorąco, należy ją uzupełnić przez kolejne hartowanie. Jednak twardość uzyskana po ponownym hartowaniu będzie inna niż twardość badana po opuszczeniu fabryki przez blachę stalową. Wynika to z faktu, że wydajność chłodzenia sprzętu do hartowania w zakładzie przetwórczym jest generalnie niższa niż wydajność sprzętu do hartowania podczas produkcji blach stalowych.
Materiał ten można podgrzać do około 200°C (390°F) bez znacznego spadku twardości.
Cięcie płomieniowe i spawanie
Cięcie płomieniem powinno przebiegać zgodnie z następującą minimalną temperaturą podgrzewania: grubość blachy 26 mm i mniej, 60°C (140°F);
grubość blachy 26~70 mm i mniej, 120°C (248°F); grubość blachy powyżej 70 mm, 150°C (302°F).
Do ręcznego spawania łukowego należy stosować elektrody otulone alkaliami o niskiej wilgotności resztkowej (w razie potrzeby obróbkę na sucho należy przeprowadzić zgodnie z wymaganiami producenta elektrod).
Ponadto należy wziąć pod uwagę następujące sugestie:
- Więcej informacji na temat wstępnego podgrzewania DILLIDUR 500 można znaleźć w instrukcji technicznej „DILLIDUR-Koncepcja ochrony przed zużyciem”. W każdym przypadku należy unikać podgrzewania powyżej 200°C (390°F), ponieważ spowoduje to zmniejszenie twardości (patrz rysunek poniżej).
- Do sczepiania, ściegu graniowego i ściegu wypełniającego najlepiej używać materiałów spawalniczych o niskiej granicy plastyczności. Jeśli punkt spawania musi wytrzymać zużycie, należy używać tylko odpornego na zużycie materiału spawalniczego, który może wytworzyć twardość płyty głównej w ostatnim przejściu spawania.
Obróbka cieplna
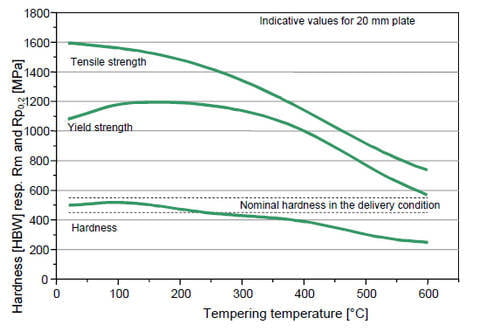 Poniższy rysunek przedstawia ogólną zmianę twardości lub wytrzymałości wraz z temperaturą obróbki cieplnej:
Poniższy rysunek przedstawia ogólną zmianę twardości lub wytrzymałości wraz z temperaturą obróbki cieplnej:
Obróbka
DILLIDUR 500 może używać wierteł ze stali szybkotnącej, zwłaszcza wierteł szybkotnących ze stopu kobaltu. Jeśli stosowana jest odpowiednia prędkość wiercenia i prędkość wiercenia, wiertło może osiągnąć zadowalającą żywotność.
Ogólne wymagania techniczne dostawy
O ile nie uzgodniono inaczej, ogólna technologia dostawy wymaga zastosowania normy EN 10021.
Tolerancja
O ile nie uzgodniono inaczej, wymagania dotyczące tolerancji odnoszą się do normy EN 10029, a grubość dotyczy poziomu A.
Jakość powierzchni
O ile nie uzgodniono inaczej, należy zapoznać się z normą EN 10163-2 i zastosować poziom A2.
Całkowita uwaga
Jeśli istnieją inne specjalne wymagania dotyczące materiałów, które nie są ujęte w tym dokumencie ze względu na cel zastosowania lub ze względu na dalszy proces, można je wynegocjować przed złożeniem zamówienia.
Treść tych informacji jest opisem produktu i może być okresowo aktualizowana.
Więcej szczegółowych informacji na temat stosowania i przetwarzania DILLIDUR 500 można znaleźć w instrukcji technicznej „DILLIDUR-Koncepcja ochrony przed zużyciem”.