")
1.2311 강철 설명
1.2311 강철, 독일 금형 강철, 강철은 "초순수" 공정, 사전 경화로 생산되며 높은 수준의 미세한 순도와 우수한 균질 구조, 우수한 연마 및 포토에칭을 나타냅니다.
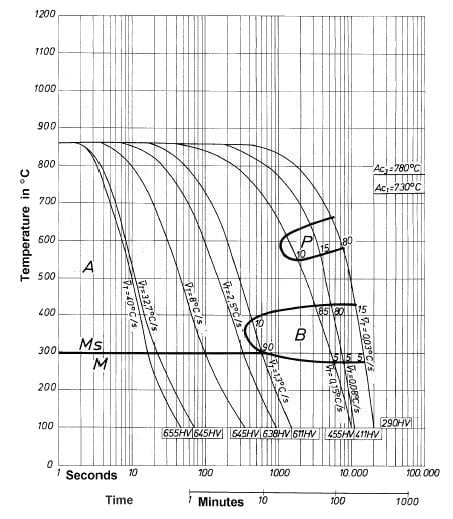
열처리 후 가공 및 연마 성능이 좋고 질화 처리가 가능하며 크롬 도금 및 기타 표면 처리에 적합하며 재료 경도 균일성 (두께 400mm까지), 인성, 기계적 가공 성능이 우수합니다. 금 조직은 마텐자이트와 베이나이트입니다.
해당 국가 브랜드 번호
1.2311 스틸 바

1.2311은 경화 및 템퍼링된 상태에서 즉시 가공할 수 있는 사전 경화된 고장력 공구강이므로 항상 추가 열처리가 필요하지 않습니다. 이것은 열처리의 위험, 비용 및 대기 시간을 제거하고 관련 변형 또는 균열 가능성을 방지합니다. 후속 1.2311 구성 요소 수정을 쉽게 수행할 수 있습니다.
프리하든 플라스틱 금형강은 가공성이 우수하여 강철 등급 매트보다 우수합니다. 1.2312, 텍스처링에 적합합니다. 1.2311 일반적으로 플라스틱 몰드, 플라스틱 몰드용 몰드 프레임, 대형 사출 몰드, 압력 주조 다이, 수신자 슬리브에 사용됩니다.
신청:
Suitable for large or medium sized and precise plastic moulds. Tools for hot working such as inter-inserts and heat-stressed auxiliary tools. Cavitations Molds, Standard Mould Base, Compression Mould for SMC, blowing mould, Pet preform mold, plastic piping & plumbing injection molds.
단조:
1050°C까지 천천히 균일하게 가열합니다. 930°C 이하에서 단조하지 마십시오. 단조 후 천천히 식힌다.
가열 냉각:
1.2311은 단조 후 재경화 전에 항상 어닐링해야 합니다. 770/790°C까지 균일하게 가열합니다. 가마에 잘 담그고 천천히 식힌다.
경화:
완전히 가열될 때까지 840/870°C까지 균일하게 가열합니다. 기름에 담금질하십시오. 템퍼링: 선택한 템퍼링 온도에서 1.2311 공구를 완전히 균일하게 가열하고 총 두께 25mm당 1시간 동안 열을 유지합니다.
스트레스 풀기
가공 응력을 제거하기 위한 응력 제거는 약 100℃로 가열하여 수행해야 합니다. 650°C, 열에서 1-2시간 동안 유지한 다음 공기 냉각합니다. 이 작업은 열처리 중 변형을 줄이기 위해 수행됩니다.
주변 온도에서의 물리적 특성 탄성 계수 [103 x N/mm2]: 210
밀도 [g/cm3]: 7.83
열전도율[W/m.K]: 34.0(100°C), 34.0(150°C), 33.6(200°C), 32.9(250°C), 31.9(300°C), 퀜칭 및 템퍼링 조건.
선형 열팽창 계수 10-6 °C-1
연속 냉각 변환(CCT) 다이어그램
소프트 어닐링
710-740°C로 가열하고 용광로에서 천천히 식힙니다. 이것은 230의 최대 브리넬 경도를 생성합니다.
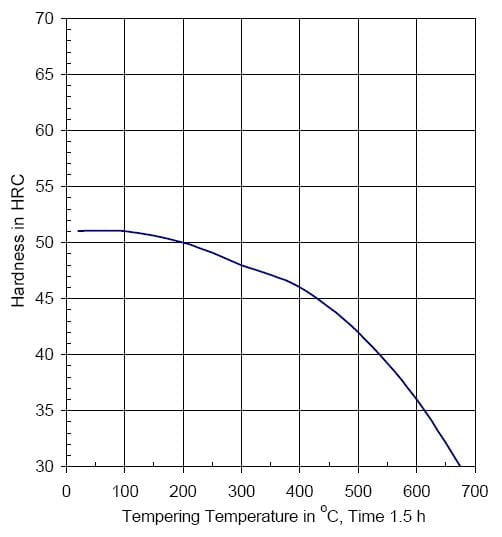
템퍼링 온도(°C) 대 경도(HRC)
템퍼링 다이어그램
| ||||
씨. | 그리고. | 망. | Cr. | 모. |
0.40% | 0.40% | 1.00% | 1.20% | 0.35% |
| 템퍼링 °C | 100 | 200 | 300 | 400 | 500 | 600 | 700 |
HRc | 51 | 50 | 48 | 46 | 42 | 36 | 28 |
N/mm² | 1730년 | 1670년 | 1570년 | 1480년 | 1330년 | 1140 | 920 |
질화:
사전 경화된 1.2311에서 가공된 금형은 질화되어 마모와 침식에 매우 강한 단단한 표면을 제공할 수 있습니다. 질화 표면은 또한 내부식성을 증가시킵니다. 암모니아 가스에서 525°C의 온도에서 질화한 후 표면 경도는 약 650HV입니다.
온도 | 시간 | 대략적인 케이스 깊이 |
섭씨 525도 | 20시간 | 0.30mm |
섭씨 525도 | 30시간 | 0.35mm |
섭씨 525도 | 60시간 | 0.50mm |
터프트라이딩:
570°C에서 Tufftriding은 약 700HV의 표면 경도를 제공합니다. 2시간 처리 후 경질층은 약 0.01mm가 됩니다.
Flame & Induction Hardening:
1.2311은 50~55 HRc의 경화로 화염 또는 유도 경화될 수 있습니다. 공기 중에서 냉각하는 것이 바람직한 옵션입니다. 그러나 더 작은 조각은 강제 냉각이 필요할 수 있습니다. 경화 후에는 즉시 템퍼링이 뒤따라야 합니다.
경질 크롬 도금:
경질 크롬 도금 후 강철은 수소 취성을 방지하기 위해 180°C에서 약 4시간 동안 템퍼링되어야 합니다.
케이스 강화:
최대 표면 경도를 유지하기 위해 1.2311은 표면 경화될 수 있습니다. 표면 경화를 수행하기 전에 강철을 어닐링해야 합니다. 침탄을 하려면 침탄 분말을 주철 또는 내열 강철 상자에 넣고 측면에서 적어도 2인치의 침탄 분말로 제품이 분리되는지 확인하십시오. 내화 점토로 뚜껑을 닫습니다. 880°C의 침탄 온도로 가열하고 필요한 케이스 깊이를 제공할 수 있도록 충분한 시간 동안 담그십시오. 800/820°C로 냉각하고 오일에서 담금질합니다. 그런 다음 템퍼링이 필요합니다. 200/300°C로 재가열하고 공기 중에서 냉각시켜 최종 표면 경도가 Rockwell C55/59가 되도록 합니다.
용접:
먼저 약 400~500°C로 가열합니다. .12311을 약 400~500°C에서 용접하고 응력을 제거합니다. 구조용 강철의 용접에는 크롬-니켈-몰리브덴 합금 기본 전극을 사용하십시오. 용접은 또한 오스테나이트 스테인리스 강 전극을 사용하여 수행할 수 있습니다. 이 경우 규정된 증가된 작동 온도는 수정될 수 있지만 용접 금속은 모재보다 강도가 낮습니다.
| 온도: | ||
| 20°C | 200°C | 400°C | |
| 밀도(Kg/m³) | 7800 | 7750 | 7700 |
| 열팽창 계수(0°C에서 °C당) | – | 12.7 x 10-6 | 13.6 x 10-6 |
| 열전도율(J/m.s °C) | 29.0 | 29.5 | 31.0 |
| 비열(J/kg °C) | 460 | – | – |
| 탄성 계수: | |||
| Kp/mm² | 20900 | 20400 | 18900 |
| N/mm² | 205,000 | 200,000 | 185,000 |
| |||
| 선회 | 거친 | 중간 | 마치다 |
| 카바이드 도구 | 선회 | 선회 | 선회 |
| 절입량(t) mm | 최소 10 | 2-10 | 최대 2 |
| 이송 mm | 밀리미터 1.0 | 0.3-1.0 | 최대 0.3 |
| ISO 머시닝 그룹 | P30-P40 | P20- 30페소 | P10 |
| 절단 속도 | 40-60 | 60-100 | 90-160 |
| ||
| Carbide Tools & | 거친 | 마치다 |
| 고속 철강 도구 | 갈기 | 갈기 |
| 절입량(t) | 최소 2 | 최대 2 |
| 피드(s) mm/날 | 최소 0.2 | 최대 0.2 |
| ISO 머시닝 그룹 | P30-P40 | P10-P20 |
| 카바이드 도구: | ||
| 절삭 속도(v) m/min. | 55-85 | 75-95 |
| 고속도강 공구: | ||
| 절삭 속도(v) m/min. | 10-20 | 15-30 |
| |
인장 강도 | 1000-1068 N/mm² |
항복 응력 | 861-930N/mm² |
면적 축소 | 45-50% |
연장 | 14-17% |












