")
1.2311 鋼棒

1.2311 は、あらかじめ硬化された高張力工具鋼で、硬化および焼き戻しされた状態で容易に機械加工できるため、必ずしもさらなる熱処理を必要とするわけではありません。これにより、熱処理のリスク、コスト、待ち時間がなくなり、それに伴う歪みや亀裂の可能性も回避されます。その後の 1.2311 コンポーネントの変更は簡単に実行できます。
鋼グレードのマットよりも優れた、良好な機械加工性を備えたプリハードンプラスチック金型鋼。 No. 1.2312、テクスチャリングに適しています。 1.2311は通常、プラスチック金型、プラスチック金型用の金型フレーム、大型射出成形金型、圧力鋳造金型、受容スリーブに使用されます。
アプリケーション:
Suitable for large or medium sized and precise plastic moulds. Tools for hot working such as inter-inserts and heat-stressed auxiliary tools. Cavitations Molds, Standard Mould Base, Compression Mould for SMC, blowing mould, Pet preform mold, plastic piping & plumbing injection molds.
鍛造:
ゆっくりと均一に1050℃まで加熱します。 930℃以下で鍛造しないでください。鍛造後はゆっくり冷却します。
アニーリング:
1.2311 は、鍛造後、再硬化前に必ず焼鈍する必要があります。 770/790℃まで均一に加熱します。よく浸して炉の中でゆっくりと冷やします。
硬化:
完全に加熱されるまで、840/870°C まで均一に加熱します。油中で急冷します。焼き戻し: 1.2311 ツールを選択した焼き戻し温度で均一に加熱し、総厚さ 25 ミリメートルごとに 1 時間保持します。
応力緩和
加工応力を除去するための応力緩和は、約 100 ℃に加熱して行う必要があります。 650℃、1~2時間加熱保持後、空冷。この操作は熱処理時の歪みを軽減するために行われます。
常温物性 弾性率[103×N/mm2]:210
密度 [g/cm3]: 7.83
熱伝導率[W/m.K]:34.0(100℃)、34.0(150℃)、33.6(200℃)、32.9(250℃)、31.9(300℃)、焼入れ焼戻し状態。
線熱膨張係数 10-6 °C-1
連続冷却変換 (CCT) の図
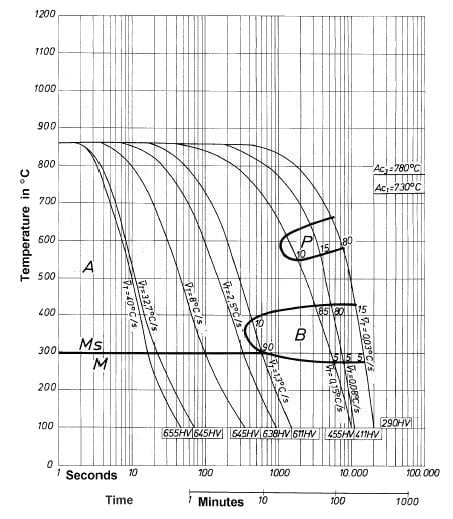
ソフトアニーリング
710~740℃まで加熱し、炉内でゆっくり冷却します。これにより、最大ブリネル硬度 230 が生成されます。
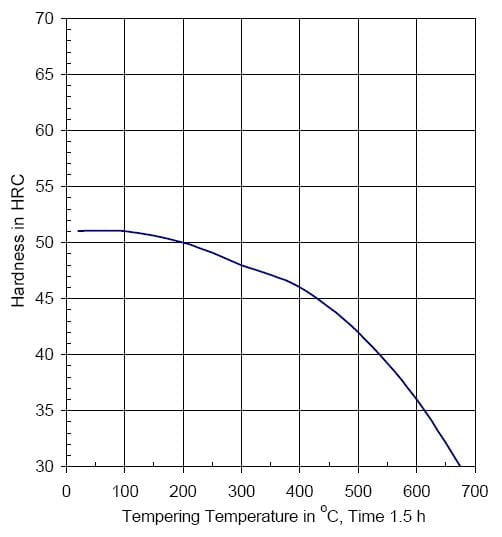
焼き戻し温度(℃)対硬度(HRC)
焼き戻し図
| ||||
C. | そして。 | さん | Cr. | もー。 |
0.40% | 0.40% | 1.00% | 1.20% | 0.35% |
| 焼き戻し℃ | 100 | 200 | 300 | 400 | 500 | 600 | 700 |
HRc | 51 | 50 | 48 | 46 | 42 | 36 | 28 |
N/mm² | 1730 | 1670年 | 1570年 | 1480年 | 1330 | 1140 | 920 |
窒化処理:
あらかじめ硬化した 1.2311 から機械加工された金型は、窒化処理されて、摩耗や浸食に対して非常に耐性のある硬い表面が得られます。窒化表面により耐食性も向上します。アンモニアガス中で525℃の温度で窒化した後の表面硬度は約650HVとなります。
温度 | 時間 | ケースのおおよその深さ |
525℃ | 20時間 | 0.30mm |
525℃ | 30時間 | 0.35mm |
525℃ | 60時間 | 0.50mm |
タフトライディング:
570°C でのタフトライド処理により、約 700HV の表面硬度が得られます。 2時間処理後、硬質層は約0.01mmになります。
Flame & Induction Hardening:
1.2311 は、50 ~ 55 HRc の硬度まで火炎焼き入れまたは高周波焼き入れが可能です。空気中での冷却が好ましい選択肢です。ただし、小さな部品の場合は強制冷却が必要な場合があります。硬化後はすぐに焼き戻しを行う必要があります。
硬質クロムメッキ:
硬質クロムめっきの後、水素脆化を避けるために鋼を 180°C で約 4 時間焼き戻しする必要があります。
ケース硬化:
最大の表面硬度 1.2311 を維持するために、表面硬化を行うことができます。肌焼きを行う前に、鋼を焼きなましする必要があります。浸炭するには、浸炭粉末を鋳鉄または耐熱鋼の箱に詰め、製品が少なくとも 2 インチの浸炭粉末によって側面から分離されていることを確認します。耐火粘土で蓋をリュートします。浸炭温度 880°C まで加熱し、必要な深さの浸炭が得られるまで十分な時間浸漬します。 800/820℃まで冷却し、油中で急冷します。その場合はテンパリングが必要になります。 200/300°C に再加熱し、空冷して最終表面硬度をロックウェル C55/59 にします。
溶接:
まず400~500℃程度に加熱します。 .12311を約400~500℃で溶接し、応力を取り除きます。構造用鋼の溶接には、クロム - ニッケル - モリブデン合金の基本電極を使用します。溶接は、オーステナイト系ステンレス鋼の電極を使用して実行することもできます。この場合、規定の上昇した加工温度は変更される可能性がありますが、溶接金属の強度は母材よりも低くなります。
| 温度: | ||
| 20℃ | 200℃ | 400℃ | |
| 密度 (Kg/m3) | 7800 | 7750 | 7700 |
| 熱膨張係数(0℃から1℃あたり) | – | 12.7×10-6 | 13.6×10-6 |
| 熱伝導率 (J/m.s °C) | 29.0 | 29.5 | 31.0 |
| 比熱 (J/kg °C) | 460 | – | – |
| 弾性率: | |||
| Kp/mm² | 20 900 | 20 400 | 18,900 |
| N/mm² | 205,000 | 200,000 | 185,000 |
| |||
| 旋回 | 粗い | 中くらい | 仕上げる |
| 超硬工具 | 旋回 | 旋回 | 旋回 |
| 切込み量(t)mm | 分。 10 | 2-10 | 最大。 2 |
| 送り (秒) mm | 1.0mm | 0.3-1.0 | 最大。 0.3 |
| ISO加工グループ | P30-P40 | P20-P30 | P10 |
| 切断速度 | 40-60 | 60-100 | 90-160 |
| ||
| Carbide Tools & | 粗い | 仕上げる |
| ハイス工具 | フライス加工 | フライス加工 |
| 切込み深さ(t) | 分。 2 | 最大2 |
| 送り mm/刃 | 分。 0.2 | 最大。 0.2 |
| ISO加工グループ | P30-P40 | P10-P20 |
| 超硬工具: | ||
| 切断速度 (v) m/min. | 55-85 | 75-95 |
| ハイス鋼工具: | ||
| 切断速度 (v) m/min. | 10-20 | 15-30 |
| |
抗張力 | 1000-1068 N/mm² |
降伏応力 | 861-930 N/mm² |
面積の削減 | 45-50% |
伸長 | 14~17% |












