
DILLIDUR 450 耐摩耗鋼板
DILLIDUR 450 は、工場出荷時の平均硬度が 450 HBW の耐摩耗鋼です。その機械的特性は焼入れによって得られます。
DILLIDUR 450 は、良好な加工性、特に良好な溶接性とともに、高い耐摩耗性が求められるお客様に優先的に使用されています。
応用例: 土木移動および積み込み機械、浚渫船、スキップカー、搬送プラント、トラック、刃物、ナイフおよびブレーカー、廃棄物除去およびリサイクルプラント。
Dillidur 450 耐摩耗鋼板
Dillidur 450 は、納品状態での公称硬度が 450 HBW の耐摩耗鋼板です。
優れた機械加工性、特に優れた溶接性能を備えた材料が必要な、摩耗の激しい環境での用途に推奨されます。
用途例:土木機械、積込機械、浚渫船、ダンプトラック、搬送装置、ダンプトラック、ブレード、カットオフクラッシャー、廃棄物処理・リサイクル装置など。
Dillidur 450 製品説明
供給サイズ
供給概要によると、DILLIDUR 450 は 8mm (1/3 インチ) からの厚さで入手可能です。 2 ~100mm(4インチ) 2 、その他のサイズ要件については別途ご相談いただけます。
Dillidur 450 化学組成:
製錬分析に基づいて、次の限界値 (%) が各成分に適用されます。
| C | そして | ん | P | S |
| ≤0.25 | ≤0.70 | ≤1.60 | ≤0.025 | ≤0.010 |
厚さに応じて、次の合金元素の 1 つ以上が追加されます。
| モー | で | 銅 | Cr | V | 注意 | B |
| ≤0.50 | ≤0。80 | ≤0.30 | ≤1.50 | ≤0.08 | ≤0.05 | ≤0.005 |
溶鋼は完全に沈静化され、細粒化のために処理されます。
炭素換算基準値:
| 鋼板厚さ[mm] | 10 | 40 | 80 |
| CEV ある | 0.46 | 0.55 | 0.69 |
| 中央ヨーロッパ時間 b | 0.34 | 0.36 | 0.39 |
ある CEV =C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15
b CET =C+(Mn+Mo)/10+(Cr+Cu)/20+Ni/40
1 この情報の内容は製品の説明であり、随時更新される可能性があります。 http://www.デリンジャー.de
2 括弧内のおおよその換算は参考用です。
Dillidur 450 配送状況:
温度制御水焼入れ
出荷状態での機械的特性
ディリデュール 450 硬度
室温での表面ブリネル硬度: 420-480 HBW
室温における横断試験片の引張試験(厚さ20mmの鋼板の参考値)
引張強さ: 1400 MPa (203 ksi) 3
降伏点: 950 MPa (138 ksi) 3
伸び率:11%(L ああ = 5.65 √S ああ )
ディリデュールは高い引張特性を持っていますが、安全性を重視する用途には適しません。この場合は高張力鋼を選択してください ディリマックス。
縦試験片 Vノッチシャルピー衝撃試験(厚さ20mm鋼板の参考値)
シャルピー衝撃エネルギー: -20°C (-4°F) で 35 J 3
テスト
表面ブリネル硬度は テストされた すべての炉と 40 トンごとに。
鋼板マーク
他に取り決めがない場合、鋼板マークには少なくとも次の内容を含める必要があります。
- グレード (ディリデュール 450)
- 炉番号
- マザーボード番号とスチールプレート番号
- 製鉄所の看板
- 検査官の署名
Dillidur 450 処理性能
ユーザーが採用する一連の加工技術と応用技術は、この材料で作られた製品の信頼性にとって非常に重要です。設計、構造、加工方法がこの素材に適しており、最新の加工技術の要件と加工業者が従うべき製品の目的を満たしていることを確認する必要があります。
ユーザーは自分で材料を選択し、材料の高強度と高硬度を十分に考慮し、EN 1011-2 (溶接) および CEN/TR 10347 (成形) に準拠したプロセス推奨事項に従い、国家規格に準拠する必要があります。安全な生産のための規制。
3 括弧内のほぼ換算値は参考値です。
冷間成形
ディリデュール 450 は高硬度、高強度でありながら、曲げによる冷間成形が可能です。なお、降伏強さが増加すると、同じ厚さの鋼板に必要な成形力も増加し、反発力も増加します。エッジ割れのリスクを避けるために、冷間曲げ領域のフレームカットまたはせん断されたエッジを研磨する必要があります。
また、曲げ加工時に引張応力がかかる曲げ部の外縁も滑らかに研磨することをお勧めします。
成形中に作業者がワークピースから飛び散る危険にさらされないよう、加工中は必要な安全対策を講じる必要があります。
冷間成形では、通常、表面欠陥なしで次のパラメータを達成できます (t は板厚です)。
| 最小曲げ半径 | 最小型開口幅 | |
| 水平 | 5t | 14t |
| 垂直 | 6t | 16t |
の硬さ 熱間成形 DILLIDUR 450 は、オーステナイト化温度の加速冷却によって生まれます。熱間成形後も硬度が著しく低下しない場合には、その後の再焼入れ処理を補うことも可能です。
ただし、再焼入れ後に得られる硬さは、鋼板が工場出荷時に検査される硬さとは異なります。これは一般に加工工場の焼入れ設備の冷却効率が鋼板製造時の焼入れ設備の冷却効率に比べて低いためです。
この材料は、硬度を大幅に低下させることなく、約 200°C (390°F) (瞬間的に最大 250°C (482°F)) まで加熱できます。
火炎切断と溶接
火炎切断は、次の最低予熱温度に従う必要があります: 板厚 26mm 以下、50°C (122°F)。
板厚26~52mm以下、100℃(212°F)。板厚52mm以上、125°C (257°F)。
手動アーク溶接では、残留水分の少ないアルカリ被覆電極を使用する必要があります (必要に応じて、電極メーカーの要件に従って乾燥処理を実行する必要があります)。
さらに、次の提案も考慮する必要があります。
- 突合せ溶接を行う場合、厚さ 15 mm 未満の鋼板は良好なプロセス条件下で予熱する必要はありません。
- DILLIDUR 450 の予熱に関する詳細については、技術マニュアル「DILLIDUR-Anti-wear Concept」を参照してください。いずれの場合も、硬度が低下するため、200 °C (390 °F) を超える予熱は避けてください (下図を参照)。
- 仮付け溶接、ルートビードおよびフィラービードには、低降伏強度の溶接材料を使用する必要があります。溶接点が摩耗に耐える必要がある場合は、後の溶接パスで母板と一致する硬度を生み出すことができる耐摩耗性溶接材料のみを使用してください。
次の図は、熱処理温度による硬度または強度の一般的な変化を示しています。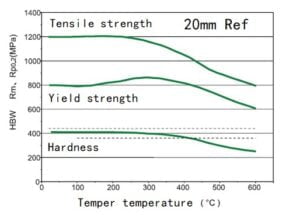
DILLIDUR 450はハイス鋼ドリル、特にコバルト合金ハイスドリルを使用できます。適切な穴あけ速度と穴あけ速度を使用すると、ドリルビットは満足のいく寿命を達成できます。
一般的な納品の技術要件
別段の合意がない限り、一般的な配信テクノロジーでは EN 10021 規格を使用する必要があります。
許容範囲
別段の合意がない限り、公差要件は EN 10029 を参照し、厚さは A レベルに適用されます。
表面品質
別段の合意がない限り、EN 10163-2 規格を参照し、A2 レベルを適用します。
合計音符
使用目的またはフォローアッププロセスの理由により、本書に記載されていない材料に関するその他の特別な要件がある場合は、注文前に交渉することができます。
この情報の内容は製品の説明であり、随時更新される場合があります。
DILLIDUR 450 の適用および加工に関する詳細情報については、技術マニュアル「」を参照してください。ディリドゥル-耐摩耗コンセプト」。








