1.2436 Acciaio per utensili per lavorazioni a freddo Descrizione
Le caratteristiche degli acciai per stampi Germania DIN standard acciaio al cromo ad altissima tenacità, acciai per stampi per lavorazioni a freddo. Ha un'elevata resistenza all'usura e capacità di tenuta all'avanguardia.
Grado: 1.2436
1.2436 è un materiale tedesco in lega di acciaio per utensili per lavori a freddo. È un acciaio resistente agli urti.
Appartiene allo standard DIN 17350. Numero materiale Digital Grade W-Nr 1.2436, Metal Steel garde X210CrW12. È un acciaio per stampi, utilizzato in stampi per estrusione, stampi Hot Cast. come la produzione di alluminio, stampo in fusione di alluminio.
Il nostro materiale in acciaio per utensili è testato al 100% ad ultrasuoni con un buon prezzo. I prodotti in acciaio di piccole dimensioni vengono prodotti mediante laminazione a caldo, i prodotti in acciaio di grandi dimensioni vengono realizzati mediante forgiatura.
1.2436 Introduzione
(1) 1.2436 è un acciaio per utensili di alta qualità ad alto contenuto di carbonio e cromo che offre un'elevata resistenza all'usura e una qualità di tenuta del tagliente.
(2) 1.2436 è un acciaio per utensili legato temprabile in aria con eccellente resistenza all'usura e all'abrasione.
(3) 1.2436 è un acciaio per utensili che presenta buone proprietà di incrudimento e stabilità dimensionale combinate con un'elevata resistenza al rinvenimento.
Utensili da taglio per lamiere di spessore fino a circa 2 mm, lame per carta, stampi per compressione pietra, rulli per profilati, utensili per imbutitura.
Forgiatura: Riscaldare l'utensile 1.2436 lentamente e uniformemente a 700°C poi più rapidamente a 900/1050°C. Dopo la forgiatura raffreddare lentamente, preferibilmente in una fornace.
Ricottura: Ricottura 1.2436 a 800°/840°C e raffreddamento in fornace lenta. La durezza dopo la ricottura sarà di ca. 225 brinelli.
Distensione: se le operazioni di lavorazione sono state gravose o se l'utensile ha una sezione non bilanciata, rimuovere le sollecitazioni dall'acciaio legato per utensili 1.2436 prima dell'indurimento riscaldando fino a 650°/700°C, equalizzare, quindi raffreddare lentamente.
Indurimento: Preriscaldare lentamente il componente 1.2436 a 750/800°C e bagnare bene. Continuare il riscaldamento fino alla temperatura di indurimento finale di 950°/980°C e lasciare riscaldare il componente. Raffreddare all'aria o temprare in olio.
Rinvenimento: riscaldare uniformemente e completamente alla temperatura di rinvenimento selezionata e mantenere per almeno un'ora per pollice di spessore totale. Doppio rinvenimento di 1.2436(Acciaio per stampi per lavorazioni a freddo) è consigliato e dovrebbe essere eseguito con un raffreddamento intermedio a temperatura ambiente.
| Composizione chimica | |||
| C. | Cr. | W. | Mn. |
| 2,00% | 12,00% | 0.75% | 0.40% |
Proprietà fisiche (valori medi) a temperatura ambiente
- Modulo di elasticità [103 x N/mm2]: 210
- Densità [g/cm3]: 7,77
- Conducibilità termica [W/m.K]: 20,0, 20,5 (a 350°C), 24,1 (a 700°C)
- Resistività elettrica [Ohm mm2/m]: 0,65
- Capacità termica specifica [J/g.K]: 0,46
Coefficiente di dilatazione termica lineare 10-6 °C-1
| 20-100°C | 20-200°C | 20-300°C | 20-400°C | 20-500°C | 20-600°C | 20-700°C |
| 10.8 | 11.8 | 12.4 | 12.5 | 12.8 | 12.9 | 13.0 |
Diagramma della trasformazione continua del raffreddamento (CCT).
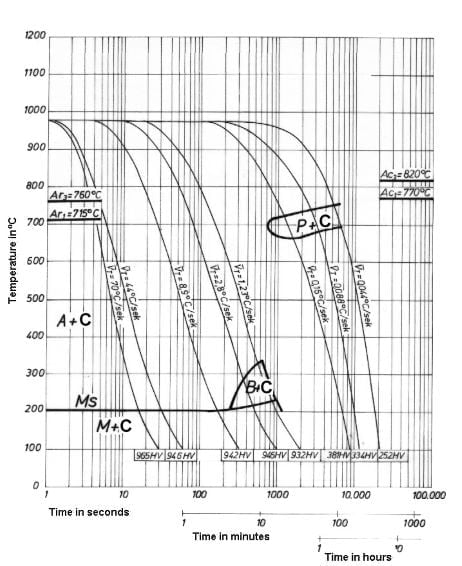
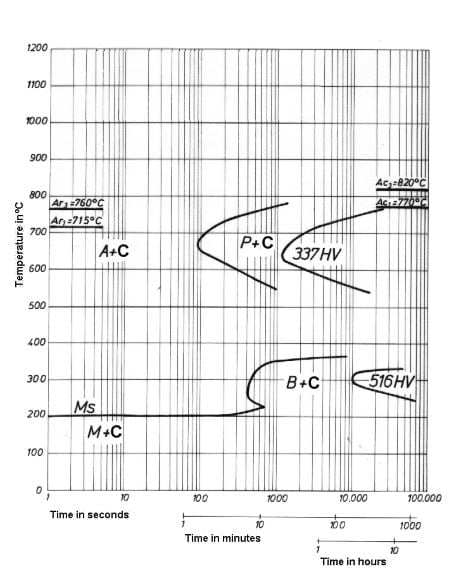
Diagramma di trasformazione tempo-temperatura (TTT).
Temperatura di Rinvenimento (°C) vs. Durezza (HRC)
| 100°C | 200°C | 300°C | 400°C | 500°C | 600°C |
| 63 | 62 | 60 | 58 | 56 | 48 |
Diagramma di tempera