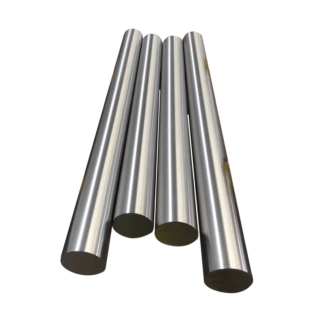
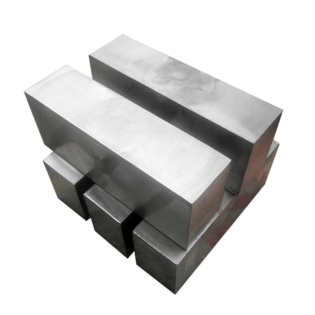
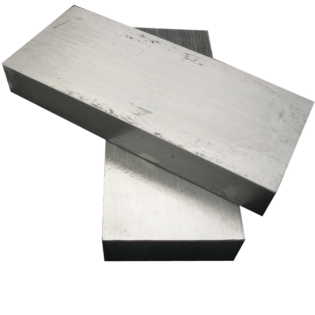
caractéristiques du produit
- Facilité de traitement
- Haute résistance à la traction, résistance à la fatigue, résistance au fluage et résistance à la rupture à 700℃
- Haute résistance à l'oxydation à 1000℃
- Propriétés chimiques stables à basse température
- Bonne performance de soudage
Champ d'application
En raison de sa résistance à haute température à 700 ° C, de son excellente résistance à la corrosion et de sa facilité de traitement, il peut être largement utilisé dans diverses occasions à forte demande. ● Turbine à vapeur ● Fusée à combustible liquide
- Génie cryogénique
- Milieu acide
- Ingénierie nucléaire
Inconel 718 Composition chimique
Alliage | % | Ni | Cr | Fe | Mo | Nb | Co | C | Mn | Et | S | Avec | Al | Tu |
Min. | 50 | 17 | Équilibre | 2.8 | 4,75 | 0.2 | 0.7 | |||||||
Max. | 55 | 21 | 3.3 | 5.5 | 1 | 0.08 | 0.35 | 0.35 | 0.01 | 0.3 | 0.8 | 1.15 |
Inconel 718 Propriétés physiques
Densité | 8,2 g/cm³ |
Point de fusion | 1260-1340 ℃ |
Propriétés mécaniques minimales de l'alliage Inconel 718 à température ambiante
Alliage | Résistance à la traction | Limite d'élasticité | Élongation | dureté Brinell HB |
Traitement de solution | 965 | 550 | 30 | ≤363 |
Alliage 718 Caractéristique comme ci-dessous:
4. Performances mécaniques stables à basse température.
Inconel 718 Structure métallurgique
Inconel 718 Résistance à la corrosion
Alliage 718 extrêmement résistant à la fissuration par corrosion sous contrainte et à la capacité de piqûres dans des environnements à haute ou basse température, en particulier l'inoxydabilité à haute température.
Champ d'application Inconel 718:
La résistance à température élevée, l'excellente résistance à la corrosion et la maniabilité à 700℃ ont permis de l'utiliser dans une large gamme d'environnements exigeants.
1. Turbine à vapeur
2. Fusée à carburant liquide
3. Génie cryogénique
4.Environnement acide
Usinage et traitement thermiqueedit broadcast
L'alliage Inconel 718 est un matériau difficile à usiner dans le domaine de l'usinage.
Réchauffer
La pièce doit être nettoyée en surface avant et pendant le chauffage pour garder la surface propre. Si l'environnement de chauffage contient du soufre, du phosphore, du plomb ou d'autres métaux à bas point de fusion, l'alliage Inconel718 deviendra cassant. Les impuretés proviennent de la peinture marquée, de la craie, de l'huile lubrifiante, de l'eau, du carburant, etc. La teneur en soufre du carburant doit être faible. Par exemple, la teneur en impuretés du gaz liquéfié et du gaz naturel doit être inférieure à 0,1 %, la teneur en soufre du gaz de ville doit être inférieure à 0,25 g/m3 et la teneur en soufre du gaz de pétrole doit être inférieure à 0,5 %.
Le four électrique chauffé doit de préférence avoir une capacité de régulation de température relativement précise, le gaz du four doit être neutre ou faiblement alcalin et la fluctuation de la composition du gaz du four dans les propriétés oxydantes et réductrices doit être évitée.
Traitement thermique
La température de travail à chaud appropriée de l'alliage Inconel718 est de 1120-900℃. La méthode de refroidissement peut être une trempe à l'eau ou d'autres méthodes de refroidissement rapide. Après le travail à chaud, il doit être recuit à temps pour assurer les meilleures performances. Pendant le traitement à chaud, le matériau doit être chauffé jusqu'à la limite supérieure de la température de traitement. Afin d'assurer la plasticité pendant le traitement, la température de traitement finale lorsque la quantité de déformation atteint 20 % ne doit pas être inférieure à 960 °C.
Fonctionnement à froid
Le travail à froid doit être effectué après la mise en solution. Le taux d'écrouissage de l'Inconel718 est supérieur à celui de l'acier inoxydable austénitique, de sorte que l'équipement de traitement doit être ajusté en conséquence et qu'il doit y avoir un processus de recuit intermédiaire pendant le travail à froid.
Traitement thermique
Différents processus de mise en solution et de traitement de vieillissement donneront des propriétés de matériau différentes. En raison du faible taux de diffusion de la phase γ", les meilleures propriétés mécaniques de l'alliage Inconel718 peuvent être obtenues par un traitement de vieillissement à long terme.
Brillant
Les oxydes à proximité des soudures des pièces en Inconel718 sont plus difficiles à éliminer que ceux de l'acier inoxydable. Ils doivent être polis avec une bande abrasive fine. Avant le décapage dans un acide mixte d'acide nitrique et d'acide fluorhydrique, du papier de verre doit également être utilisé pour éliminer les oxydes ou un prétraitement en bain de sel. traiter avec.
Usinage
L'usinage de l'Inconel718 doit être effectué après mise en solution, en tenant compte de l'écrouissage. Contrairement à l'acier inoxydable austénitique, l'Inconel718 est adapté aux faibles vitesses de coupe de surface.
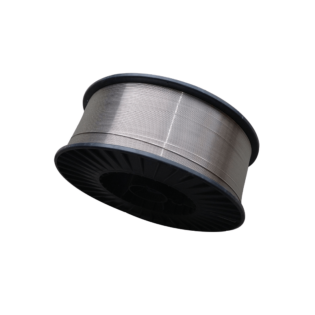
Soudage
L'alliage Inconel 718 à durcissement par précipitation convient très bien au soudage et n'a pas tendance à se fissurer après le soudage. La soudabilité, la facilité de traitement et la haute résistance sont plusieurs avantages de ce matériau.
Inconel718 convient au soudage à l'arc, au soudage plasma, etc. Avant le soudage, la surface du matériau doit être propre, exempte de taches d'huile, de marques de craie, etc., et le métal brillant doit être poli à moins de 25 mm autour de la soudure.