1.2436 Acier à outils pour travail à froid Description
Les caractéristiques des aciers pour matrices Allemagne DIN standard acier au chrome à très haute ténacité, aciers pour matrices de travail à froid. Il a une résistance élevée à l'usure et une capacité de maintien de pointe.
Note : 1.2436
1.2436 est une qualité de matériau en acier allié pour outil de travail à froid allemand. Il est en acier résistant aux chocs.
Il appartient à la norme DIN 17350. Numéro de matériau Digital Grade W-Nr 1.2436, Metal Steel garde X210CrW12. C'est un acier de matrice, utilisé dans les moules d'extrusion, les moules Hot Cast. comme la production d'aluminium, moule en fonte d'aluminium.
Notre matériau en acier à outils 100 % testé par ultrasons à bon prix. Produits en acier de petite taille fabriqués par laminés à chaud, produits en acier de grande taille fabriqués par forgeage.
1.2436 Présentation
(1) 1.2436 est un acier à outils de qualité à haute teneur en carbone et en chrome offrant une résistance à l'usure et une qualité de maintien des arêtes très élevées.
(2) 1.2436 est un acier à outils allié durcissant à l'air avec une excellente résistance à l'usure et à l'abrasion.
(3) Le 1.2436 est un acier à outils qui possède de bonnes propriétés de trempe à cœur et une stabilité dimensionnelle combinées à une résistance élevée au revenu.
Outils de coupe pour tôles d'épaisseur jusqu'à environ 2 mm, lames de papier, moules à compression de pierre, rouleaux de laminoir à profilés, outils d'emboutissage.
Forgeage : Chauffer lentement et uniformément l'outil 1.2436 à 700°C puis plus rapidement à 900/1050°C. Après forgeage, refroidir lentement, de préférence dans un four.
Recuit : Recuit 1.2436 à 800°/840°C et refroidissement au four lent. La dureté après recuit sera d'env. 225 Brinell.
Soulagement des contraintes : si les opérations d'usinage ont été lourdes ou si l'outil a une section déséquilibrée, éliminez les contraintes de l'acier à outils allié 1.2436 avant de durcir en chauffant jusqu'à 650 °/700 °C, égalisez, puis refroidissez lentement.
Durcissement : préchauffer lentement le composant 1.2436 à 750/800 °C et bien le laisser tremper. Poursuivre le chauffage jusqu'à la température de durcissement final de 950°/980°C et laisser chauffer le composant. Refroidir à l'air ou tremper dans l'huile.
Trempe : chauffer uniformément et complètement à la température de trempe sélectionnée et maintenir pendant au moins une heure par pouce d'épaisseur totale. Double trempe de 1.2436(Acier de matrice de travail à froid) est recommandé et doit être effectué avec un refroidissement intermédiaire à température ambiante.
| Composition chimique | |||
| C | Cr. | W | Mn. |
| 2,00 % | 12,00 % | 0.75% | 0.40% |
Propriétés physiques (valeurs moyennes) à température ambiante
- Module d'élasticité [103 x N/mm2] : 210
- Densité [g/cm3] : 7,77
- Conductivité thermique [W/m.K] : 20,0, 20,5 (à 350°C), 24,1 (à 700°C)
- Résistivité électrique [Ohm mm2/m] : 0,65
- Capacité thermique spécifique [J/g.K] : 0,46
Coefficient de dilatation thermique linéaire 10-6 °C-1
| 20-100°C | 20-200°C | 20-300°C | 20-400°C | 20-500°C | 20-600°C | 20-700°C |
| 10.8 | 11.8 | 12.4 | 12.5 | 12.8 | 12.9 | 13.0 |
Diagramme de transformation de refroidissement continu (CCT)
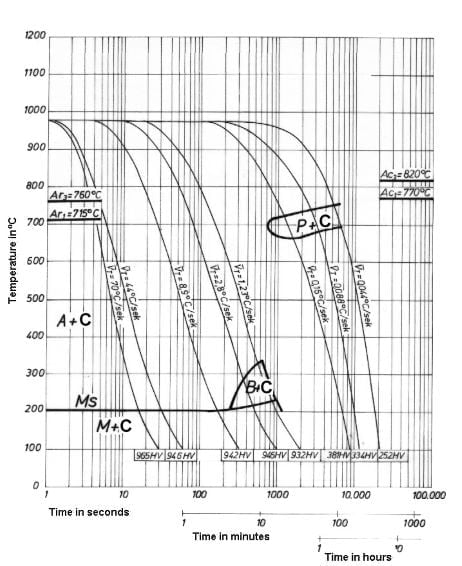
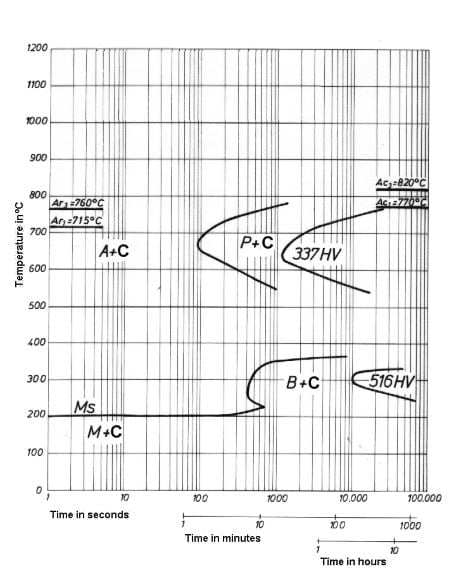
Diagramme de transformation temps-température (TTT)
Température de revenu (°C) vs Dureté (HRC)
| 100°C | 200°C | 300°C | 400°C | 500°C | 600°C |
| 63 | 62 | 60 | 58 | 56 | 48 |
Diagramme de trempe