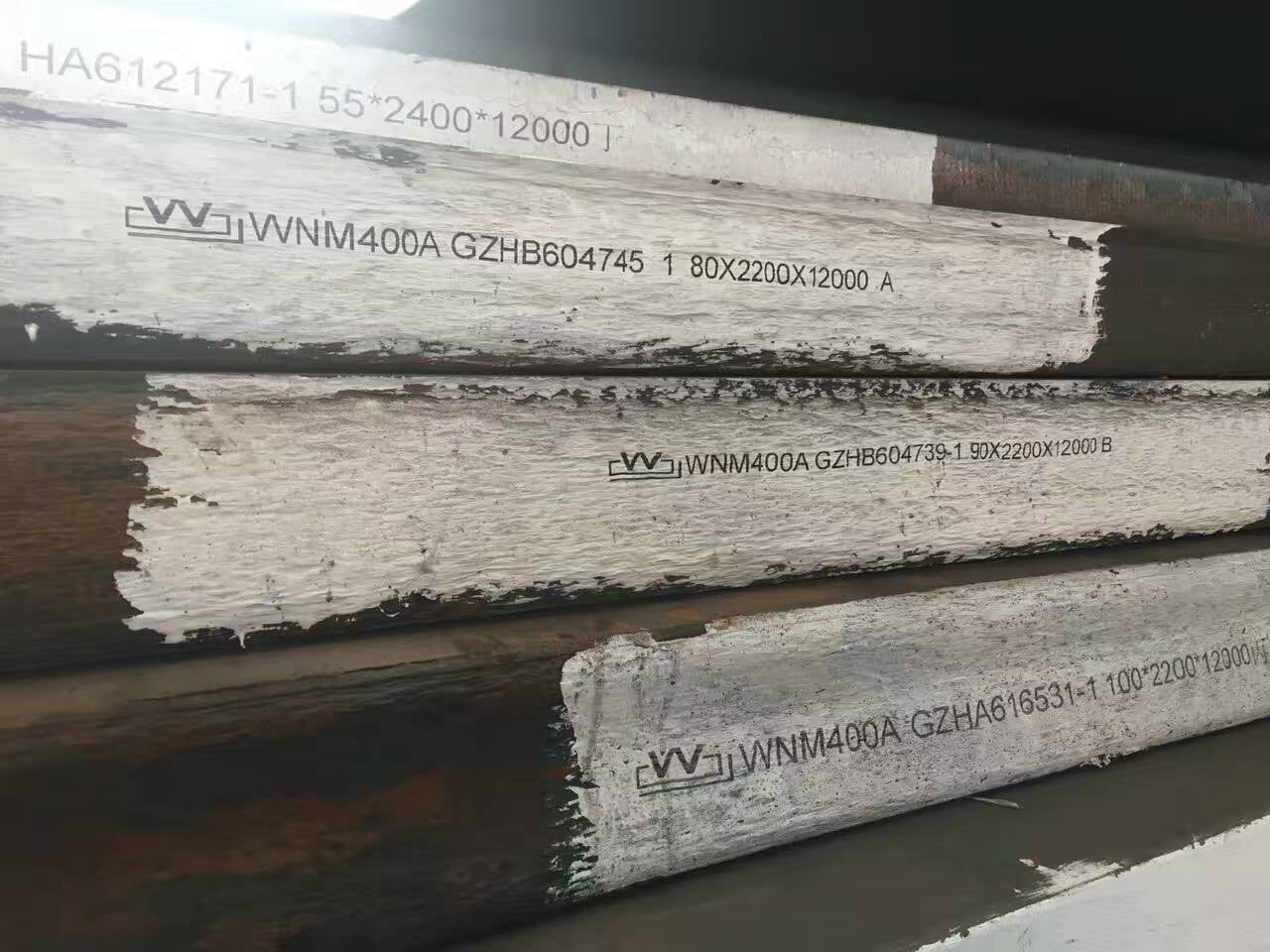
WNM400(NM400) is a high-grade quenched and tempered wear-resistant steel plate produced by WuSteel; its grade is higher than WNM360.
WNM400Les usages: Mainly used for structural steel plates used in the processing and manufacturing of wear-resistant and vulnerable parts for mines, coal mines, environmental protection, ventilation equipment, dump trucks and various construction machinery.
Grade representation method: The steel plate grade is composed of four parts representing the manufacturer, use, hardness and quality grade in order, for example: WNM400A, WNM400B, etc.
Symbol: W—–represents the first letter of the Chinese pinyin of “Wu” of WuSteel;
NM —-The first letter of the Chinese pinyin of the characters “Nai” and “M” for wear-resistant purposes;
A and B–respectively quality grades, meanwhile, A represents that the steel plate is not impacted, and B represents that the steel plate is impacted at 20 degrees normal temperature;
La plaque d'acier adopte un laminage à bord droit, la tête et la queue sont coupées, les deux côtés longitudinaux ne sont pas coupés et la marge de coupe est contrôlée en fonction de la plaque de coupe normale.
La taille restante, la forme, le poids et l'écart admissible de la plaque d'acier doivent être conformes à GB/T709.
The chemical composition of WNM400 (melting analysis) meets the requirements of the following table:
Plaque d'acier résistante à l'usure WNM400
WNM400 Chemical Composition:
Classe
C
Et
Mn
P
S
Mo
Cr
Ni
B
UNE
0.25
≤0.70
1.60
0.025
0,010
≤0,50
≤1.40
0,004
B
0.25
≤0.70
1.60
0.025
0,010
≤0,50
1.00
1.00
0,004
Note: It is permissible to add microalloy strengthening elements to steel plates, such as Nb, V, Ti, etc.
Méthode de fusion : four électrique + affinage hors four.
Delivery status: quenching + tempering.
Propriétés mécaniques:
Les propriétés mécaniques répondent aux exigences du tableau suivant :
grade
Dureté (HBW)
20°CAKV longitudinale J
UNE
350~400
fournir
B
350~400
≥21
La qualité de surface de la plaque d'acier répond aux exigences de GB3274.
The inspection items, number of samples, sampling methods and test methods of each batch of steel plates shall meet the requirements of the following table:
Numéro de série
Articles de test
Nombre d'échantillons
Méthode d'échantillonnage
méthode expérimentale
1
S'étirer
1
GB/T2975
GB/T228
2
Choc
3
GB/T2975
GB/T229
3
Essai de flexion
1
GB/T2975
Go/T232
4
dureté
1
GB/T2975
GB/T231
Inspection de la dureté Brinell (HBW), selon la norme nationale GB/T231, la surface de la plaque d'acier est fraisée de 1,0 à 2,2 mm, puis la dureté est testée sur cette surface.
The packaging, marking and quality certificate of the steel plate shall meet the requirements of GB/T247.
Comparison of WNM400 wear-resistant steel plate and imported steel:
Construction machinery, mining machinery, coal mining machinery, environmental protection machinery, metallurgical machinery and other manufacturing companies WuSteel cooperate in the production of excavators, loaders, bulldozers, bucket plates, blade plates, side blade plates, blades, crusher liners, and blade construction.
The project’s WNM400 is about 5000 tons. The prospects for exporting to the United States, Canada, Australia, India, and Europe are promising. More than 20,000 tons have been directly supplied to European customers.
WuSteel’s production technology is leading. The conventional specifications of WuSteel products have a thickness of 8-100mm, and most of them are 2000*8000 and 2200*8000.
Cutting method:
Coupe froide
Ouvrage écroui par laminage puis stabilisé par traitement thermique à basse température jusqu'au quart de dur Coupeincludes water jet cutting, shearing, sawing or abrasive cutting.
Advantages: cutting heat has little effect, preventing the hardness of the entire workpiece from decreasing, and reducing the deformation of the cutting workpiece.
Disadvantages: high cost, only thin plates can be cut, and the cutting speed is slow.
Découpe thermique
Thermal cutting includes oxygen fuel flame cutting (hereinafter referred to as “flame cutting”), isoparticle cutting and laser cutting.
Advantages: cutting cost is low, processing equipment is available everywhere, it can cut thick plates, and the cutting speed is fast.
Disadvantages: easy to reduce the hardness of the steel plate and cause cracks.
Précautions pour le coupage à la flamme
Coupe à basse vitesse
One of the ways to avoid cutting cracks, if the whole board cannot be preheated, partial preheating can also be used instead. Use low-speed cutting to prevent cutting cracks, and its reliability is not as good as preheating. I suggest preheating the cutting tape (around or straight line of the workpiece) with flame gun cavitation several times before cutting, and the preheating temperature should reach 100℃. If the cutting equipment is double guns or multiple guns, the front flame gun can be used to raise the height for preheating, and the back flame gun can cut, which can also achieve the purpose of preheating cutting.
Refroidir lentement après la coupe
Regardless of whether the cut piece is preheated or not, the slow cooling of the steel plate after cutting will effectively reduce the risk of cracks after cutting. If the workpiece is stacked with warm after cutting and covered with a heat insulation blanket, slow cooling can also be achieved, and slow cooling requires cooling to room temperature.
Chauffage après découpe
For the cutting of wear-resistant plates, heating (revenu à basse température) immediately after cutting can also be an effective method and measure to prevent cutting cracks. After the steel plate is cut, the low temperature tempering treatment can effectively eliminate the residual internal stress of the cutting.
For the method of heating the steel plate after cutting, the heating method of flame gun burning, electronic heating blanket and heating furnace can also be used for heating after cutting.
Pour offrir les meilleures expériences, nous utilisons des technologies telles que les cookies pour stocker et/ou accéder aux informations sur l'appareil. Le consentement à ces technologies nous permettra de traiter des données telles que le comportement de navigation ou les identifiants uniques sur ce site. Ne pas consentir ou retirer son consentement peut affecter négativement certaines caractéristiques et fonctions.
Fonctionnel
Toujours actif
Le stockage ou l'accès technique est strictement nécessaire dans le but légitime de permettre l'utilisation d'un service spécifique explicitement demandé par l'abonné ou l'utilisateur, ou dans le seul but d'effectuer la transmission d'une communication sur un réseau de communications électroniques.
Préférences
Le stockage technique ou l'accès est nécessaire pour le but légitime de stocker des préférences qui ne sont pas demandées par l'abonné ou l'utilisateur.
Statistiques
Le stockage ou l'accès technique qui est utilisé exclusivement à des fins statistiques.Le stockage ou l'accès technique qui est utilisé exclusivement à des fins statistiques anonymes. Sans assignation à comparaître, conformité volontaire de la part de votre fournisseur de services Internet ou enregistrements supplémentaires d'un tiers, les informations stockées ou récupérées à cette seule fin ne peuvent généralement pas être utilisées pour vous identifier.
Commercialisation
Le stockage ou l'accès technique est nécessaire pour créer des profils d'utilisateurs pour envoyer de la publicité ou pour suivre l'utilisateur sur un site Web ou sur plusieurs sites Web à des fins de marketing similaires.