Description du Dillidur 500
Le Dillidur 500 est une tôle d'acier résistante à l'usure d'une dureté nominale de 500 HBW à l'état de livraison.
Dillidur 500 est recommandé pour les applications dans des environnements à très forte usure où les matériaux doivent avoir une excellente usinabilité, en particulier d'excellentes performances de soudage.
Exemples d'application : engins de terrassement, engins de chargement, dragues, camions bennes, équipements de convoyage, camions bennes, lames, concasseurs à tronçonner, équipements de traitement et de recyclage des déchets, etc.
Plaque en acier résistant à l'usure Dillidur 500
DILLIDUR 500 est une tôle d'acier résistante à l'usure d'une dureté nominale de 500 HBW à l'état de livraison.
DILLIDUR 500 est recommandé pour les applications dans des environnements à très forte usure où les matériaux doivent avoir une excellente usinabilité, en particulier d'excellentes performances de soudage.
Exemples d'application : engins de terrassement, engins de chargement, dragues, camions bennes, équipements de convoyage, camions bennes, lames, concasseurs à tronçonner, équipements de traitement et de recyclage des déchets, etc.
DILLIDUR 500 Description du produit
Gamme de taille d'approvisionnement
Selon le schéma d'approvisionnement, DILLIDUR 500 est disponible en épaisseurs à partir de 8 mm (1/3 pouce) 2 à 100 mm (4 pouces) 2 . D'autres exigences de taille peuvent être discutées séparément.
DILLIDUR 500 Composition chimique :
Sur la base de l'analyse de fusion, les valeurs limites suivantes (%) sont applicables à chaque composant
| C | Et | Mn | P | S |
| ≤ 0,30 | ≤ 0,70 | ≤ 1,60 | ≤ 0,025 | ≤ 0,010 |
Selon l'épaisseur, un ou plusieurs des éléments d'alliage suivants seront ajoutés :
| Mo | Ni | Avec | Cr | V | Nb | B |
| ≤ 0,50 | ≤ 1,0 | ≤ 0,30 | ≤ 1,50 | ≤ 0,08 | ≤ 0,05 | ≤ 0,005 |
L'acier fondu est entièrement calmé et traité pour un grain fin.
Valeur de référence en équivalent carbone :
une CEV =C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15
b CET =C+(Mn+Mo)/10+(Cr+Cu)/20+Ni/40
1 Le contenu de ces informations est une description du produit et peut être mis à jour de temps à autre.
2 La valeur de conversion approximative entre parenthèses est une référence offensante.
Statut de livraison:
Trempe à l'eau à température contrôlée
Propriétés mécaniques à l'état de livraison
Dureté
Dureté Brinell de surface à température ambiante :
Épaisseur du panneau ≤ 30 mm (1,2 pouces) 3 , 470-530 HBW
Board thickness> 30mm (1.2 inches) 3 , 450-530 HBW
Essai de traction d'une éprouvette transversale à température ambiante (valeur de référence pour plaque d'acier de 20 mm d'épaisseur)
Résistance à la traction : 1600 MPa (232 ksi) 3
Limite d'élasticité : 1100 MPa (160 ksi) 3
Allongement : 9% (L O = 5,65 √S O )
Bien que DILLIDUR a des propriétés de résistance élevées, il ne convient pas aux applications qui mettent l'accent sur la sécurité. Dans ce cas, veuillez utiliser de l'acier à haute résistance DILLIMAX.
Eprouvette longitudinale entaille en V Essai de choc Charpy (valeur de référence pour plaque d'acier de 20 mm d'épaisseur)
Énergie d'impact Charpy : 25 J à -20°C (-4°F) 3
La dureté Brinell de la surface d'essai est testée tous les fours et toutes les 40 tonnes.
Marque de plaque d'acier
S'il n'y a pas d'autre accord, la marque de plaque d'acier doit inclure au moins le contenu suivant :
- Nuance (DILLIDUR 500)
- Numéro de four
- Numéro de carte mère et numéro de plaque d'acier
- Signe de l'aciérie
- Signature de l'inspecteur
DILLIDUR 500 Performances de traitement
L'ensemble de la technologie de traitement et de la technologie d'application adoptée par l'utilisateur est très important pour la fiabilité des produits fabriqués à partir de ce matériau. Il convient de s'assurer que la conception, la construction et les méthodes de traitement sont adaptées à ce matériau et répondent aux exigences de la dernière technologie de traitement et à l'objectif du produit que le transformateur doit suivre. L'utilisateur doit sélectionner lui-même le matériau et tenir pleinement compte de la haute résistance et de la dureté élevée du matériau, et suivre les recommandations de processus conformes à la norme EN 1011-2 (soudage) et CEN/TR 10347 (formage), et se conformer aux réglementations nationales. réglementations pour une production sûre.
3 La valeur de conversion approximative entre parenthèses est une référence offensante.
Formage à froid
Bien que DILLIDUR 500 ait une dureté et une résistance élevées, il peut toujours être formé à froid par pliage. Il convient de noter qu'à mesure que la limite d'élasticité augmente, la force de formage requise pour la plaque d'acier de la même épaisseur augmentera également, et la résilience augmentera également. Afin d'éviter le risque de fissuration des bords, le bord coupé à la flamme ou cisaillé de la zone de pliage à froid doit être poli. De plus, il est également recommandé de polir en douceur le bord extérieur du coude qui est soumis à une contrainte de traction lors du pliage.
Pendant le traitement, les mesures de sécurité nécessaires doivent être prises pour s'assurer que le personnel n'est pas exposé au risque de s'envoler de la pièce pendant le moulage.
Le formage à froid peut généralement atteindre les paramètres suivants sans défauts de surface (t est l'épaisseur de la plaque) :
| Rayon de courbure minimum | Largeur minimale d'ouverture de matrice | |
| Horizontal | 7 tonnes | 16 tonnes |
| Verticale | 9 tonnes | 20 t |
La dureté de formage à chaud Le DILLIDUR 500 est issu du refroidissement accéléré de la température d'austénitisation. Si la dureté ne diminue pas significativement après formage à chaud, elle doit être complétée par un traitement ultérieur de trempe. Cependant, la dureté obtenue après la retrempe sera différente de la dureté testée à la sortie d'usine de la tôle d'acier. En effet, l'efficacité de refroidissement de l'équipement de trempe dans l'usine de traitement est généralement inférieure à celle de l'équipement de trempe lors de la production de tôles d'acier.
Ce matériau peut être chauffé à environ 200°C (390°F) sans diminution significative de la dureté.
Coupage et soudage au chalumeau
L'oxycoupage doit respecter la température de préchauffage minimale suivante : épaisseur de plaque de 26 mm et moins, 60 °C (140 °F) ;
épaisseur de plaque 26 ~ 70 mm et moins, 120°C (248°F); épaisseur de plaque supérieure à 70 mm, 150°C (302°F).
Le soudage à l'arc manuel doit utiliser des électrodes enrobées alcalines à faible humidité résiduelle (si nécessaire, un traitement à sec doit être effectué conformément aux exigences du fabricant d'électrodes).
En outre, les suggestions suivantes doivent également être prises en compte :
- Pour plus d'informations sur le préchauffage du DILLIDUR 500, se référer au manuel technique « DILLIDUR-Concept anti-usure ». Dans tous les cas, un préchauffage supérieur à 200 °C (390 °F) doit être évité car il entraînera une diminution de la dureté (voir la figure ci-dessous).
- Il est préférable d'utiliser des consommables de soudage à faible limite d'élasticité pour le soudage par points, le cordon de racine et le cordon de remplissage. Si le point de soudure doit résister à l'usure, utilisez uniquement le matériau de soudage résistant à l'usure qui peut produire la dureté de la carte mère lors de la dernière passe de soudure.
Traitement thermique
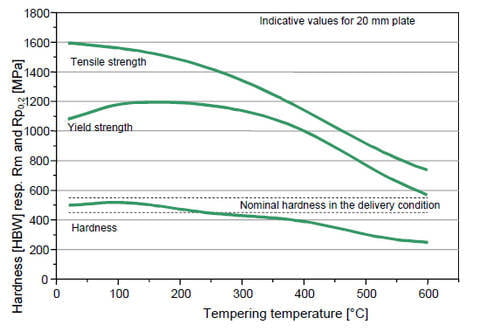 La figure suivante montre le changement général de dureté ou de résistance avec la température de traitement thermique :
La figure suivante montre le changement général de dureté ou de résistance avec la température de traitement thermique :
Usinage
DILLIDUR 500 peut utiliser des forets en acier rapide, en particulier des forets rapides en alliage de cobalt. Si la vitesse de perçage et la vitesse de perçage appropriées sont utilisées, le foret peut atteindre une durée de vie satisfaisante.
Exigences techniques générales de livraison
Sauf accord contraire, la technologie de livraison générale nécessite l'utilisation de la norme EN 10021.
Tolérance
Sauf accord contraire, les exigences de tolérance se réfèrent à la norme EN 10029 et l'épaisseur est applicable au niveau A.
Qualité de surface
Sauf accord contraire, se référer à la norme EN 10163-2 et appliquer le niveau A2.
Note totale
S'il existe d'autres exigences particulières pour les matériaux qui ne sont pas couvertes dans ce document en raison de l'objectif d'utilisation ou pour des raisons de processus de suivi, elles peuvent être négociées avant de commander.
Le contenu de ces informations est une description du produit et peut être mis à jour de temps à autre.
Pour des informations plus détaillées sur l'application et la mise en œuvre du DILLIDUR 500, veuillez consulter le manuel technique « DILLIDUR-Concept anti-usure ».