")
1.2311 Acero Descripción
Acero 1.2311, acero alemán para troqueles, el acero es producido por proceso “súper puro”, pre-templado, mostrando un alto grado de pureza microscópica y excelente estructura homogénea, excelente pulido y fotograbado.
Después del tratamiento térmico, el rendimiento del procesamiento y pulido es bueno, puede ser un tratamiento de nitruración, adecuado para el cromado y otros tratamientos superficiales, uniformidad de la dureza del material (hasta 400 mm de espesor), buena tenacidad, buen rendimiento del procesamiento mecánico. Las estructuras de oro son martensita y bainita.
El número de marca nacional correspondiente
Barra de acero 1.2311

El 1.2311 es un acero para herramientas de alta resistencia pretemplado que ofrece una fácil maquinabilidad en estado templado y revenido, por lo que no siempre requiere un tratamiento térmico adicional. Esto elimina los riesgos, el costo y el tiempo de espera del tratamiento térmico y evita la posibilidad asociada de distorsión o incluso agrietamiento. Las modificaciones posteriores de los componentes 1.2311 se pueden realizar fácilmente.
Acero para moldes de plástico pretemplado con buena maquinabilidad, mejor que el grado de acero Mat. n.º 1.2312, adecuado para texturizar. 1.2311 generalmente se usa en moldes de plástico, marcos de moldes para moldes de plástico, moldes de inyección grandes, matrices de fundición a presión, manguitos de recipiente.
Aplicaciones:
Suitable for large or medium sized and precise plastic moulds. Tools for hot working such as inter-inserts and heat-stressed auxiliary tools. Cavitations Molds, Standard Mould Base, Compression Mould for SMC, blowing mould, Pet preform mold, plastic piping & plumbing injection molds.
Forjar:
Calentar lenta y uniformemente a 1050°C. No forjar por debajo de 930°C. Después de forjar enfriar lentamente.
Recocido:
1.2311 siempre debe recocerse después de la forja y antes del endurecimiento. Calentar uniformemente a 770/790°C. Remoje bien y enfríe lentamente en el horno.
Endurecimiento:
Calentar uniformemente a 840/870°C hasta que se caliente por completo. Enfriar en aceite. Templado: Caliente uniformemente la herramienta 1.2311 completamente a la temperatura de templado seleccionada y manténgala caliente durante una hora por cada 25 milímetros de espesor total.
Aliviar el estrés
El alivio de tensión para eliminar las tensiones de mecanizado debe realizarse calentando a aprox. 650°C, manteniendo durante 1-2 horas en calor, seguido de enfriamiento al aire. Esta operación se realiza para reducir la distorsión durante el tratamiento térmico.
Propiedades físicas a temperatura ambiente Módulo de elasticidad [103 x N/mm2]: 210
Densidad [g/cm3]: 7,83
Conductividad térmica [W/m.K]: 34,0 (100°C), 34,0 (150°C), 33,6 (200°C), 32,9 (250°C), 31,9 (300°C), en estado templado y revenido.
Coeficiente de Expansión Térmica Lineal 10-6 °C-1
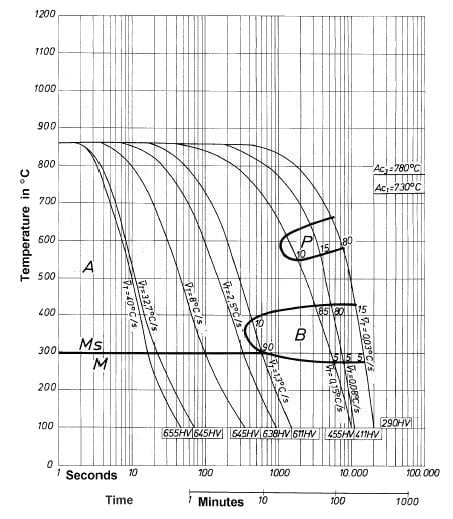
Diagrama de transformación de enfriamiento continuo (CCT)
Recocido suave
Calentar a 710-740°C, enfriar lentamente en el horno. Esto producirá una dureza Brinell máxima de 230.
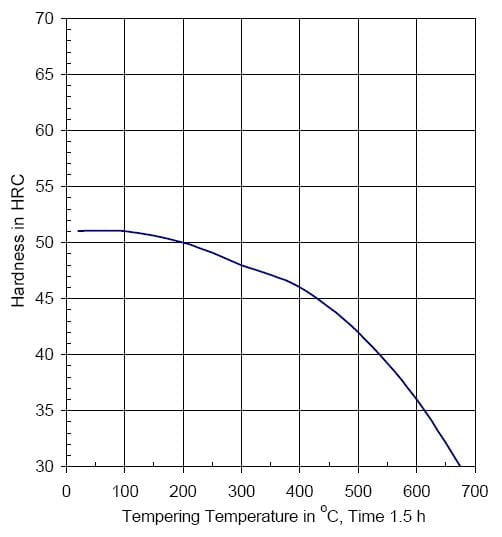
Temperatura de templado (°C) frente a dureza (HRC)
Diagrama de templado
| ||||
C. | Y. | Minnesota. | cromo | Mes. |
0.40% | 0.40% | 1,00% | 1,20% | 0.35% |
| Templado ° C | 100 | 200 | 300 | 400 | 500 | 600 | 700 |
HRc | 51 | 50 | 48 | 46 | 42 | 36 | 28 |
N / mm² | 1730 | 1670 | 1570 | 1480 | 1330 | 1140 | 920 |
Nitruración:
Los moldes mecanizados a partir de 1.2311 pretemplado se pueden nitrurar para dar una superficie dura que es muy resistente al desgaste y la erosión. Una superficie nitrurada también aumenta la resistencia a la corrosión. La dureza de la superficie después de la nitruración a una temperatura de 525°C en gas amoníaco será de aproximadamente 650HV.
Temperatura | Tiempo | Profundidad aproximada de la caja |
525°C | 20 horas | 00,30 mm |
525°C | 30 horas | 00,35 mm |
525°C | 60 horas | 00,50 mm |
Tufftriding:
Tufftriding a 570°C dará una dureza superficial de aproximadamente 700HV. Después de 2 horas de tratamiento, la capa dura será de aproximadamente 0,01 mm.
Flame & Induction Hardening:
1.2311 puede ser templado por llama o por inducción a una dureza de 50 a 55 HRc. El enfriamiento en aire es una opción preferible. Sin embargo, las piezas más pequeñas pueden requerir un enfriamiento forzado. El endurecimiento debe ser seguido inmediatamente por el revenido.
Revestimiento de cromo duro:
Después del cromado duro, el acero debe templarse durante aproximadamente 4 horas a 180°C, para evitar la fragilización por hidrógeno.
Endurecimiento de la caja:
Para mantener la máxima dureza de la superficie, el 1.2311 se puede cementar. Antes de llevar a cabo la cementación, el acero debe recocerse. Para carburar, empaque con polvo carburante en una caja de hierro fundido o acero resistente al calor y verifique que los artículos estén separados de los lados por al menos dos pulgadas de polvo carburante. Lute la tapa con arcilla refractaria. Calentar a la temperatura de cementación de 880°C y dejar en remojo durante el tiempo suficiente para dar la profundidad requerida de la carcasa. Enfriar a 800/820°C y templar en aceite. Entonces será necesario templar. Vuelva a calentar a 200/300 °C y deje que se enfríe al aire para obtener una dureza superficial final de Rockwell C55/59
Soldadura:
En primer lugar calentar a aproximadamente 400 a 500°C. Suelde .12311 a aproximadamente 400 a 500 °C y libere la tensión. Utilice electrodos básicos aleados con cromo-níquel-molibdeno para la soldadura de aceros estructurales. La soldadura también se puede realizar con un electrodo de acero inoxidable austenítico. En este caso se puede modificar el aumento de temperatura de trabajo estipulado, pero el metal de aporte tiene menor resistencia que el material base.
| La temperatura: | ||
| 20°C | 200°C | 400°C | |
| Densidad (Kg/m³) | 7800 | 7750 | 7700 |
| Coeficiente de dilatación térmica (por °C desde 0 °C) | - | 12,7x10-6 | 13,6x10-6 |
| Conductividad térmica (J/m.s °C) | 29,0 | 29.5 | 31.0 |
| Calor específico (J/kg °C) | 460 | - | - |
| Módulo de elasticidad: | |||
| Kp / mm² | 20 900 | 20 400 | 18 900 |
| N / mm² | 205 000 | 200 000 | 185 000 |
| |||
| Torneado | Áspero | Medio | Terminar |
| Herramientas de carburo | Torneado | Torneado | Torneado |
| Profundidad de corte (t) mm | mín. 10 | 2-10 | máx. 2 |
| Avance (s) mm | milímetro 1,0 | 0.3-1.0 | máx. 0.3 |
| Grupo de mecanizado ISO | P30-P40 | P20- P30 | P10 |
| Velocidad cortante | 40-60 | 60-100 | 90-160 |
| ||
| Carbide Tools & | Áspero | Terminar |
| Herramientas de acero de alta velocidad | Molienda | Molienda |
| Profundidad de corte (t) | mín. 2 | máx.2 |
| Avance (s) mm/diente | mín. 0.2 | máx. 0.2 |
| Grupo de mecanizado ISO | P30-P40 | P10-P20 |
| Herramientas de carburo: | ||
| Velocidad de corte (v) m/min. | 55-85 | 75-95 |
| Herramientas de acero de alta velocidad: | ||
| Velocidad de corte (v) m/min. | 10-20 | 15-30 |
| |
Fuerza de Tensión | 1000-1068 N/mm² |
Estrés de rendimiento | 861-930 N/mm² |
Reducción del área | 45-50% |
Alargamiento | 14-17% |












