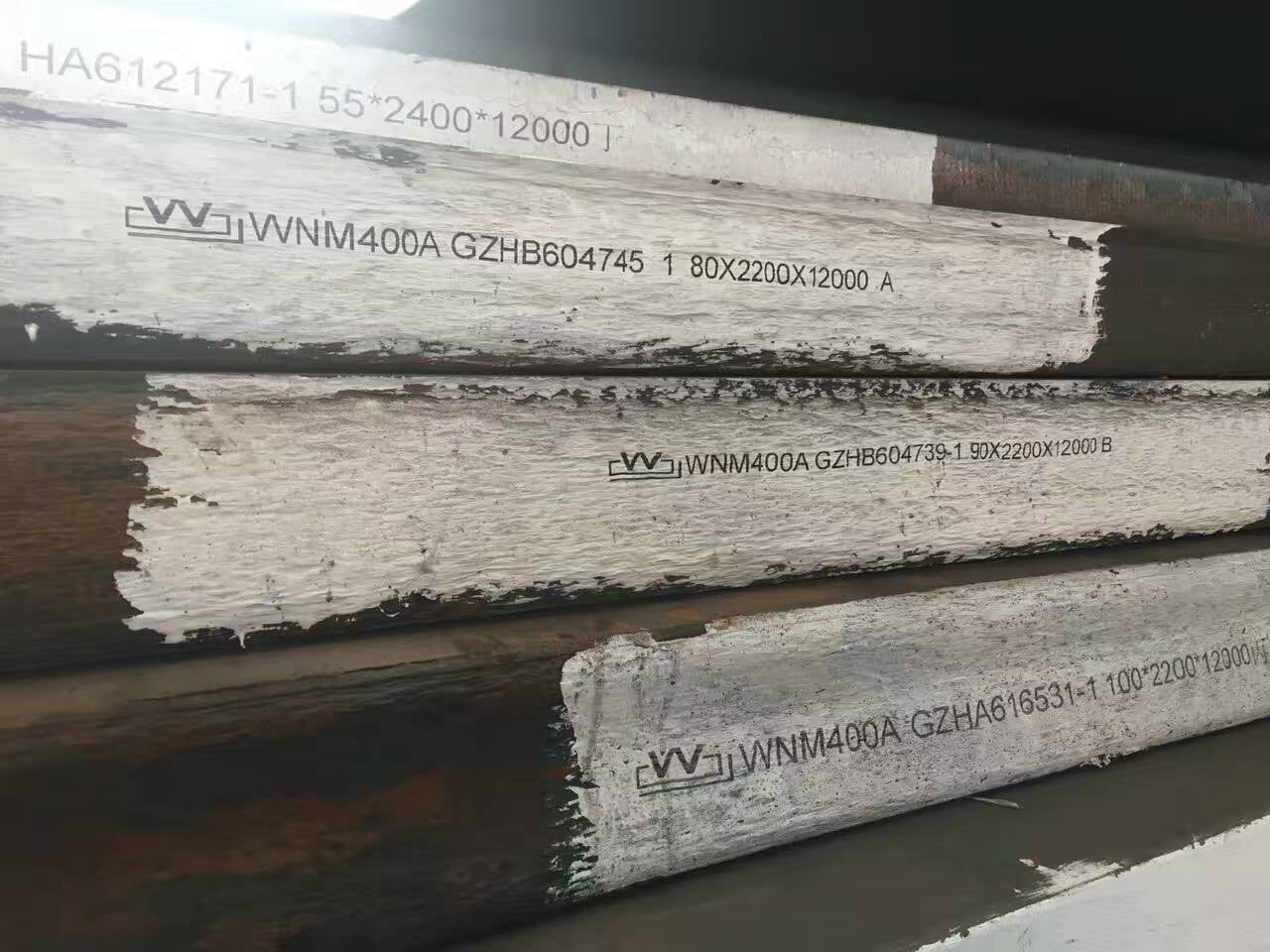
WNM400(NM400) ist ein hochwertiges, vergütetes, verschleißfestes Stahlblech, hergestellt von WuSteel; sein Grad ist höher als WNM360.
WNM400Verwendet: Wird hauptsächlich für Baustahlplatten verwendet, die bei der Verarbeitung und Herstellung von verschleißfesten und gefährdeten Teilen für Bergwerke, Kohlebergwerke, Umweltschutz, Lüftungsgeräte, Muldenkipper und verschiedene Baumaschinen verwendet werden.
Methode zur Sortendarstellung: Die Stahlplattensorte besteht aus vier Teilen, die den Hersteller, die Verwendung, die Härte und die Qualitätsstufe in der Reihenfolge darstellen, zum Beispiel: WNM400A, WNM400B usw.
Symbol: W – stellt den ersten Buchstaben des chinesischen Pinyin „Wu“ von WuSteel dar;
NM – Der erste Buchstabe des chinesischen Pinyin der Zeichen „Nai“ und „M“ für Verschleißschutzzwecke;
A und B – Qualitätsstufen, wobei A bedeutet, dass die Stahlplatte keinen Stößen ausgesetzt ist, und B bedeutet, dass die Stahlplatte bei einer Normaltemperatur von 20 Grad Stößen ausgesetzt ist;
Die Stahlplatte nimmt das Rollen mit gerader Kante an, der Kopf und der Schwanz werden geschnitten und die beiden Längsseiten werden nicht geschnitten, und der Trimmrand wird gemäß der normalen Trimmplatte gesteuert.
Die verbleibende Größe, Form, Gewicht und zulässige Abweichung der Stahlplatte muss GB/T709 entsprechen.
Die chemische Zusammensetzung von WNM400 (Schmelzanalyse) entspricht den Anforderungen der folgenden Tabelle:
WNM400 Verschleißfeste Stahlplatte
Chemische Zusammensetzung von WNM400:
Grad
C
Und
Mn
P
S
Mo
Cr
Ni
B
EIN
erfüllt die Anforderungen der folgenden Tabelle
erfüllt die Anforderungen der folgenden Tabelle
1.60
0,025
erfüllt die Anforderungen der folgenden Tabelle
0,50
erfüllt die Anforderungen der folgenden Tabelle
0,004
B
erfüllt die Anforderungen der folgenden Tabelle
erfüllt die Anforderungen der folgenden Tabelle
1.60
0,025
erfüllt die Anforderungen der folgenden Tabelle
0,50
1.00
1.00
0,004
Hinweis: Es ist zulässig, Mikrolegierungsverstärkungselemente wie Nb, V, Ti usw. zu Stahlplatten hinzuzufügen.
Schmelzverfahren: Elektroofen + Raffination außerhalb des Ofens.
Lieferzustand: Abschrecken + Anlassen.
Mechanische Eigenschaften:
Die mechanischen Eigenschaften erfüllen die Anforderungen der folgenden Tabelle:
Grad
Härte (HBW)
20°CAKV längs J
EIN
350~400
erfüllt die Anforderungen der folgenden Tabelle
B
350~400
21
Die Oberflächenqualität der Stahlplatte erfüllt die Anforderungen von GB3274.
Die Prüfgegenstände, die Anzahl der Proben, die Probenahmemethoden und die Prüfmethoden jeder Charge von Stahlblechen müssen den Anforderungen der folgenden Tabelle entsprechen:
Seriennummer
Probeartikel
Anzahl von Beispielen
Probenahmeverfahren
erfüllt die Anforderungen der folgenden Tabelle
1
Strecken
1
erfüllt die Anforderungen der folgenden Tabelle
erfüllt die Anforderungen der folgenden Tabelle
2
Schock
3
erfüllt die Anforderungen der folgenden Tabelle
erfüllt die Anforderungen der folgenden Tabelle
3
Bigsamkeitstest
1
erfüllt die Anforderungen der folgenden Tabelle
GB/T232
4
Härte
1
erfüllt die Anforderungen der folgenden Tabelle
erfüllt die Anforderungen der folgenden Tabelle
Prüfung der Brinell-Härte (HBW) Gemäß der nationalen Norm GB/T231 wird die Oberfläche der Stahlplatte 1,0-2,2 mm abgefräst und dann die Härte auf dieser Oberfläche getestet.
Die Verpackung, Kennzeichnung und das Qualitätszertifikat der Stahlplatte müssen den Anforderungen von GB/T247 entsprechen.
Vergleich der verschleißfesten Stahlplatte WNM400 mit importiertem Stahl:
Baumaschinen, Bergbaumaschinen, Kohlebergbaumaschinen, Umweltschutzmaschinen, metallurgische Maschinen und andere produzierende Unternehmen WuSteel kooperieren bei der Herstellung von Baggern, Ladern, Bulldozern, Schaufelplatten, Messerplatten, Seitenmesserplatten, Messern, Brecherauskleidungen und dem Messerbau .
Das WNM400 des Projekts wiegt etwa 5000 Tonnen. Die Aussichten für den Export in die USA, nach Kanada, Australien, Indien und Europa sind vielversprechend. Mehr als 20.000 Tonnen wurden direkt an europäische Kunden geliefert.
Die Produktionstechnologie von WuSteel ist führend. Die herkömmlichen Spezifikationen von WuSteel-Produkten haben eine Dicke von 8–100 mm und die meisten davon sind 2000 x 8000 und 2200 x 8000.
Schneidmethode:
Hüttenmaschinen und andere produzierende Unternehmen WuSteel kooperieren bei der Herstellung von Baggern
Hüttenmaschinen und andere produzierende Unternehmen WuSteel kooperieren bei der Herstellung von Baggern Schneiden umfasst Wasserstrahlschneiden, Scheren, Sägen oder Schleifschneiden.
Vorteile: Die Schneidwärme hat nur geringe Auswirkungen, verhindert eine Abnahme der Härte des gesamten Werkstücks und verringert die Verformung des Schneidwerkstücks.
Nachteile: hohe Kosten, es können nur dünne Platten geschnitten werden und die Schnittgeschwindigkeit ist langsam.
und die Schnittgeschwindigkeit ist langsam
Das thermische Schneiden umfasst das Brennschneiden mit Sauerstoffbrennstoff (im Folgenden als „Brennschneiden“ bezeichnet), das Isopartikelschneiden und das Laserschneiden.
Vorteile: Die Schneidkosten sind niedrig, Verarbeitungsgeräte sind überall verfügbar, es können dicke Platten geschnitten werden und die Schnittgeschwindigkeit ist hoch.
Nachteile: Es kann leicht zu einer Verringerung der Härte der Stahlplatte und zu Rissen kommen.
und die Schnittgeschwindigkeit ist langsam
und die Schnittgeschwindigkeit ist langsam
Eine Möglichkeit, Schnittrisse zu vermeiden: Wenn nicht die gesamte Platte vorgewärmt werden kann, kann stattdessen auch eine teilweise Vorwärmung verwendet werden. Verwenden Sie das Schneiden mit niedriger Geschwindigkeit, um Schnittrisse zu vermeiden, und die Zuverlässigkeit ist nicht so gut wie das Vorwärmen. Ich schlage vor, das Schneidband (um das Werkstück herum oder in gerader Linie) vor dem Schneiden mehrmals mit der Kavitation einer Flammenpistole vorzuwärmen. Die Vorwärmtemperatur sollte 100 °C erreichen. Wenn es sich bei der Schneidausrüstung um Doppelpistolen oder mehrere Pistolen handelt, kann die vordere Flammenpistole verwendet werden, um die Höhe zum Vorheizen zu erhöhen, und die hintere Flammenpistole kann schneiden, wodurch auch der Zweck des Vorwärmens beim Schneiden erfüllt werden kann.
Wenn es sich bei der Schneidausrüstung um Doppelpistolen oder Mehrfachpistolen handelt
Unabhängig davon, ob das geschnittene Stück vorgewärmt ist oder nicht, wird durch die langsame Abkühlung der Stahlplatte nach dem Schneiden das Risiko von Rissen nach dem Schneiden wirksam verringert. Wenn das Werkstück nach dem Schneiden warm gestapelt und mit einer Wärmeisolationsdecke abgedeckt wird, kann auch eine langsame Abkühlung erreicht werden, und eine langsame Abkühlung erfordert eine Abkühlung auf Raumtemperatur.
Wenn es sich bei der Schneidausrüstung um Doppelpistolen oder Mehrfachpistolen handelt
Zum Schneiden von verschleißfesten Blechen wird das Erhitzen ( Wenn es sich bei der Schneidausrüstung um Doppelpistolen oder Mehrfachpistolen handelt ) direkt nach dem Schneiden kann ebenfalls eine wirksame Methode und Maßnahme sein, um Schnittrissen vorzubeugen. Nachdem die Stahlplatte geschnitten wurde, kann die Behandlung bei niedriger Temperatur die innere Restspannung des Schneidens wirksam beseitigen.
Für das Erhitzen der Stahlplatte nach dem Schneiden können zum Erhitzen nach dem Schneiden auch das Erhitzungsverfahren des Flammenpistolenbrennens, die elektronische Heizdecke und der Heizofen verwendet werden.
Um die besten Erfahrungen zu bieten, verwenden wir Technologien wie Cookies, um Geräteinformationen zu speichern und/oder darauf zuzugreifen. Wenn Sie diesen Technologien zustimmen, können wir Daten wie das Surfverhalten oder eindeutige IDs auf dieser Website verarbeiten. Die Nichteinwilligung oder der Widerruf der Einwilligung kann bestimmte Merkmale und Funktionen beeinträchtigen.
Funktionell
Immer aktiv
Die technische Speicherung oder der Zugriff ist für den legitimen Zweck, die Nutzung eines bestimmten Dienstes zu ermöglichen, der ausdrücklich vom Abonnenten oder Benutzer angefordert wurde, oder für den alleinigen Zweck der Durchführung der Übertragung einer Kommunikation über ein elektronisches Kommunikationsnetz unbedingt erforderlich.
Einstellungen
Die technische Speicherung oder der Zugriff ist für den legitimen Zweck erforderlich, Präferenzen zu speichern, die nicht vom Abonnenten oder Benutzer angefordert werden.
Statistiken
Die technische Speicherung bzw. der Zugriff dient ausschließlich statistischen Zwecken.Die technische Speicherung bzw. der Zugriff dient ausschließlich anonymen statistischen Zwecken. Ohne Vorladung, freiwillige Zustimmung Ihres Internetdienstanbieters oder zusätzliche Aufzeichnungen von Dritten können allein zu diesem Zweck gespeicherte oder abgerufene Informationen in der Regel nicht dazu verwendet werden, Sie zu identifizieren.
Marketing
Die technische Speicherung oder der Zugriff ist erforderlich, um Benutzerprofile zu erstellen, um Werbung zu versenden oder den Benutzer auf einer Website oder über mehrere Websites hinweg für ähnliche Marketingzwecke zu verfolgen.