Dillidur 500 Beschreibung
Dillidur 500 ist ein verschleißfestes Stahlblech mit einer Nennhärte von 500 HBW im Lieferzustand.
Dillidur 500 wird für Anwendungen in extrem verschleißintensiven Umgebungen empfohlen, in denen Materialien eine hervorragende Bearbeitbarkeit, insbesondere eine hervorragende Schweißleistung, erfordern.
Anwendungsbeispiele: Erdbewegungsmaschinen, Lademaschinen, Bagger, Muldenkipper, Fördergeräte, Muldenkipper, Schaufeln, Trennbrecher, Abfallbehandlungs- und Recyclinggeräte usw.
Dillidur 500 Verschleißfeste Stahlplatte
DILLIDUR 500 ist ein verschleißfestes Stahlblech mit einer Nennhärte von 500 HBW im Lieferzustand.
DILLIDUR 500 wird für Anwendungen in extrem verschleißintensiven Umgebungen empfohlen, in denen Materialien eine hervorragende Bearbeitbarkeit, insbesondere eine hervorragende Schweißleistung, erfordern.
Anwendungsbeispiele: Erdbewegungsmaschinen, Lademaschinen, Bagger, Muldenkipper, Fördergeräte, Muldenkipper, Schaufeln, Trennbrecher, Abfallbehandlungs- und Recyclinggeräte usw.
DILLIDUR 500 wird für Anwendungen in extrem verschleißintensiven Umgebungen empfohlen, in denen Materialien eine hervorragende Bearbeitbarkeit erfordern
wird für Anwendungen in extrem verschleißintensiven Umgebungen empfohlen, in denen Materialien eine hervorragende Bearbeitbarkeit erfordern
Gemäß Lieferprogramm ist DILLIDUR 500 in Dicken ab 8 mm (1/3 Zoll) erhältlich. 2 bis 100 mm (4 Zoll) 2 . Andere Größenanforderungen können separat besprochen werden.
DILLIDUR 500 Chemische Zusammensetzung:
Basierend auf der Schmelzanalyse gelten die folgenden Grenzwerte (%) für jede Komponente
| C | Und | Mn | P | S |
| ≤ 0,30 | ≤ 0,70 | ≤ 1,60 | ≤ 0,025 | ≤ 0,010 |
Je nach Dicke werden ein oder mehrere der folgenden Legierungselemente hinzugefügt:
| Mo | Ni | Mit | Cr | V | Nb | B |
| ≤ 0,50 | ≤ 1,0 | ≤ 0,30 | ≤ 1,50 | ≤ 0,08 | ≤ 0,05 | ≤ 0,005 |
Der geschmolzene Stahl wird vollständig beruhigt und für eine feine Körnung verarbeitet.
Referenzwert Kohlenstoffäquivalent:
ein CEV = C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15
B CET = C+(Mn+Mo)/10+(Cr+Cu)/20+Ni/40
1 Der Inhalt dieser Informationen ist eine Produktbeschreibung und kann von Zeit zu Zeit aktualisiert werden.
2 Der ungefähre Conversion-Wert in Klammern ist eine anstößige Referenz.
Lieferstatus:
wird für Anwendungen in extrem verschleißintensiven Umgebungen empfohlen, in denen Materialien eine hervorragende Bearbeitbarkeit erfordern
Mechanische Eigenschaften im Auslieferungszustand
Härte
Brinellhärte der Oberfläche bei Raumtemperatur:
Plattendicke ≤ 30 mm (1,2 Zoll) 3 , 470-530 HBW
Board thickness> 30mm (1.2 inches) 3 , 450-530 HBW
Zugversuch Querprobe bei Raumtemperatur (Richtwert für 20 mm dicke Stahlplatte)
Zugfestigkeit: 1600 MPa (232 ksi) 3
Streckgrenze: 1100 MPa (160 ksi) 3
Dehnung: 9 % (L Ö = 5,65 √S Ö )
wird für Anwendungen in extrem verschleißintensiven Umgebungen empfohlen, in denen Materialien eine hervorragende Bearbeitbarkeit erfordern DILLIDUR hat hohe Zugeigenschaften, es ist nicht geeignet für Anwendungen, bei denen es auf Sicherheit ankommt. Bitte verwenden Sie in diesem Fall hochfesten Stahl DILLIMAX.
Längsprobe V-Kerb-Schlagzähigkeit nach Charpy (Referenzwert für 20 mm dicke Stahlplatte)
Charpy-Schlagenergie: 25 J bei -20 °C (-4 °F) 3
Die Brinell-Härte der Testoberfläche wird bei jedem Ofen und alle 40 Tonnen getestet.
Stahlplattenmarkierung
Soweit nichts anderes vereinbart ist, muss das Stahlblechkennzeichen mindestens folgende Inhalte enthalten:
- Sorte (DILLIDUR 500)
- Ofennummer
- Motherboardnummer und Stahlplattennummer
- Stahlwerksschild
- Bitte verwenden Sie hochfesten Stahl
DILLIDUR 500 Verarbeitungsleistung
Für die Zuverlässigkeit der aus diesem Material hergestellten Produkte ist die Gesamtheit der Verarbeitungs- und Anwendungstechnik des Anwenders sehr wichtig. Es ist darauf zu achten, dass Konstruktion, Konstruktion und Verarbeitungsverfahren für dieses Material geeignet sind und den Anforderungen der neuesten Verarbeitungstechnologie sowie dem vom Verarbeiter zu verfolgenden Verwendungszweck des Produkts entsprechen. Der Benutzer sollte das Material selbst auswählen und die hohe Festigkeit und hohe Härte des Materials vollständig berücksichtigen und die Prozessempfehlungen befolgen, die mit EN 1011-2 (Schweißen) und CEN/TR 10347 (Umformen) übereinstimmen und den nationalen entsprechen Vorschriften für eine sichere Produktion.
3 Der ungefähre Conversion-Wert in Klammern ist eine anstößige Referenz.
Kaltumformung
Obwohl DILLIDUR 500 eine hohe Härte und eine hohe Festigkeit aufweist, lässt es sich dennoch kalt durch Biegen verformen. Es ist zu beachten, dass mit zunehmender Streckgrenze auch die für die Stahlplatte gleicher Dicke erforderliche Umformkraft zunimmt und auch die Belastbarkeit zunimmt. Um die Gefahr von Kantenrissen zu vermeiden, sollte die Brenn- oder Scherkante des Kaltbiegebereichs poliert werden. Zusätzlich empfiehlt es sich, die beim Biegen auf Zug beanspruchte Bogenaußenkante glatt zu polieren.
Während der Verarbeitung müssen notwendige Sicherheitsmaßnahmen getroffen werden, damit das Personal während des Formens nicht der Gefahr ausgesetzt ist, vom Werkstück wegzufliegen.
Die Kaltumformung kann in der Regel folgende Parameter ohne Oberflächenfehler erreichen (t ist die Blechdicke):
| Es empfiehlt sich außerdem, die beim Biegen unter Zugspannung stehende Blechkante auf der Bogenaußenseite leicht abzurunden | die erforderliche Umformkraft für die Stahlplatte gleicher Dicke wird ebenfalls zunehmen | |
| die erforderliche Umformkraft für die Stahlplatte gleicher Dicke wird ebenfalls zunehmen | 7 t | 16 t |
| die erforderliche Umformkraft für die Stahlplatte gleicher Dicke wird ebenfalls zunehmen | 9 t | 20 t |
Die Härte von Warmumformung DILLIDUR 500 entsteht durch die beschleunigte Abkühlung der Austenitisierungstemperatur. Wenn die Härte nach der Warmumformung nicht wesentlich abnimmt, muss sie durch eine anschließende Nachabschreckbehandlung ergänzt werden. Die nach dem erneuten Abschrecken erzielte Härte unterscheidet sich jedoch von der getesteten Härte, wenn die Stahlplatte das Werk verlässt. Dies liegt daran, dass die Kühleffizienz der Abschreckausrüstung in der Verarbeitungsanlage im Allgemeinen geringer ist als die der Abschreckausrüstung während der Herstellung von Stahlplatten.
Dieses Material kann auf etwa 200 °C (390 °F) erhitzt werden, ohne dass die Härte signifikant abnimmt.
Brennschneiden und Schweißen
Das Brennschneiden sollte der folgenden minimalen Vorwärmtemperatur folgen: Blechdicke 26 mm und darunter, 60 °C (140 °F);
Plattendicke 26~70 mm und darunter, 120 °C (248 °F); Plattendicke über 70 mm, 150 °C (302 °F).
Beim Lichtbogenhandschweißen sollten alkalisch umhüllte Elektroden mit geringer Restfeuchte verwendet werden (ggf. ist eine Trockenbehandlung gemäß den Vorgaben des Elektrodenherstellers durchzuführen).
Darüber hinaus sollten auch die folgenden Vorschläge berücksichtigt werden:
- Weitere Informationen zur Vorwärmung von DILLIDUR 500 entnehmen Sie bitte dem Technischen Handbuch „DILLIDUR-Anti-Verschleiß-Konzept“. Auf jeden Fall ist eine Vorwärmung über 200 °C (390 °F) zu vermeiden, da dies zu einer Abnahme der Härte führt (siehe Abbildung unten).
- Verwenden Sie am besten Schweißzusätze mit niedriger Streckgrenze für Heftschweißen, Wurzelnaht und Füllraupe. Wenn die Schweißstelle Verschleiß standhalten muss, verwenden Sie nur das verschleißfeste Schweißmaterial, das die Härte der Grundplatte in der letzten Schweißlage erzeugen kann.
Wärmebehandlung
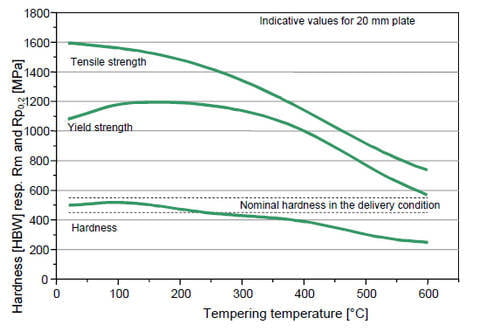 Die folgende Abbildung zeigt die allgemeine Änderung der Härte bzw. Festigkeit mit der Wärmebehandlungstemperatur:
Die folgende Abbildung zeigt die allgemeine Änderung der Härte bzw. Festigkeit mit der Wärmebehandlungstemperatur:
Bearbeitung
DILLIDUR 500 kann Schnellarbeitsstahlbohrer, insbesondere Hochgeschwindigkeitsbohrer aus Kobaltlegierungen verwenden. Bei entsprechender Bohrgeschwindigkeit und Bohrgeschwindigkeit kann der Bohrer eine zufriedenstellende Standzeit erreichen.
Allgemeine liefertechnische Anforderungen
Sofern nicht anders vereinbart, erfordert die allgemeine Liefertechnik die Anwendung der Norm EN 10021.
Toleranz
Sofern nicht anders vereinbart, beziehen sich die Toleranzanforderungen auf EN 10029 und die Dicke auf A-Niveau.
Oberflächenqualität
Sofern nicht anders vereinbart, beziehen Sie sich auf die Norm EN 10163-2 und wenden Sie das Niveau A2 an.
Gesamtnote
Wenn aufgrund des Verwendungszwecks oder aus Gründen des Folgeprozesses andere spezielle Anforderungen an Materialien bestehen, die in diesem Dokument nicht behandelt werden, können diese vor der Bestellung ausgehandelt werden.
Der Inhalt dieser Informationen ist eine Produktbeschreibung und kann von Zeit zu Zeit aktualisiert werden.
Nähere Informationen zur Anwendung und Verarbeitung von DILLIDUR 500 entnehmen Sie bitte dem Technischen Handbuch „DILLIDUR-Anti-Verschleiß-Konzept“.