")
1.2311 وصف الصلب
فولاذ 1.2311، فولاذ ألماني الصنع، يتم إنتاج الفولاذ من خلال عملية "فائقة النقاء"، تصلب مسبقًا، مما يُظهر درجة عالية من النقاء المجهري وبنية متجانسة ممتازة، وتلميع ممتاز ونقش ضوئي.
بعد المعالجة الحرارية، يكون أداء المعالجة والتلميع جيدًا، ويمكن أن يكون معالجة نيترة، ومناسبة لطلاء الكروم والمعالجة السطحية الأخرى، وتوحيد صلابة المواد (حتى سمك 400 مم)، وصلابة جيدة، وأداء معالجة ميكانيكي جيد. الهياكل الذهبية هي مارتنسيت وباينيت.
وصف الصلب
1.2311 قضيب فولاذي

1.2311 عبارة عن أداة فولاذية عالية الشد ومتصلبة مسبقًا توفر إمكانية التشغيل الجاهز في الحالة المتصلبة والمخففة، وبالتالي لا تتطلب دائمًا مزيدًا من المعالجة الحرارية. وهذا يزيل المخاطر والتكلفة ووقت الانتظار للمعالجة الحرارية ويتجنب احتمالية التشويه أو حتى التشقق المرتبطة بها. يمكن بسهولة إجراء تعديلات مكون 1.2311 اللاحقة.
قالب من البلاستيك الصلب مع قابلية تصنيع جيدة، أفضل من حصيرة الفولاذ. رقم 1.2312 مناسب للتركيب. 1.2311 يستخدم عادة في القوالب البلاستيكية، وإطارات القوالب للقوالب البلاستيكية، وقوالب الحقن الكبيرة، وقوالب صب الضغط، وأكمام المستلم.
التطبيقات:
Suitable for large or medium sized and precise plastic moulds. Tools for hot working such as inter-inserts and heat-stressed auxiliary tools. Cavitations Molds, Standard Mould Base, Compression Mould for SMC, blowing mould, Pet preform mold, plastic piping & plumbing injection molds.
صقل:
تسخين ببطء وبشكل موحد إلى 1050 درجة مئوية. لا تقم بالتزوير تحت درجة حرارة 930 درجة مئوية. بعد تزوير بارد ببطء.
التلدين:
يجب دائمًا تلدين 1.2311 بعد التزوير وقبل إعادة التقسية. الحرارة بشكل موحد إلى 770/790 درجة مئوية. نقع جيدا وتبرد ببطء في الفرن.
تصلب:
تسخين بشكل موحد إلى 840/870 درجة مئوية حتى يتم تسخينه. إخماد في الزيت. التقسية: قم بتسخين أداة 1.2311 بشكل موحد تمامًا عند درجة حرارة التقسية المحددة واحتفظ بها عند الحرارة لمدة ساعة واحدة لكل 25 ملم من السمك الإجمالي.
تخفيف التوتر
يجب أن يتم تخفيف الإجهاد لإزالة ضغوط التشغيل عن طريق التسخين إلى درجة تقريبية. 650 درجة مئوية، يحفظ على الحرارة لمدة 1-2 ساعة، ثم يبرد بالهواء. يتم تنفيذ هذه العملية لتقليل التشويه أثناء المعالجة الحرارية.
الخصائص الفيزيائية في درجة الحرارة المحيطة معامل المرونة [103 × ن/مم2]: 210
الكثافة [جم/سم3]: 7.83
الموصلية الحرارية [W/m.K]: 34.0 (100 درجة مئوية)، 34.0 (150 درجة مئوية)، 33.6 (200 درجة مئوية)، 32.9 (250 درجة مئوية)، 31.9 (300 درجة مئوية)، في حالة مروية ومخففة.
معامل التمدد الحراري الخطي 10-6 درجة مئوية-1
| 20-100 درجة مئوية | 20-200 درجة مئوية | 20-300 درجة مئوية | 20-400درجة مئوية | 20-500درجة مئوية | 20-600 درجة مئوية | 20-700 درجة مئوية |
| 11.7 | 13.1 | 13.5 | 14.0 | 14.4 | 14.6 | 14.7 |
مخطط تحويل التبريد المستمر (CCT).
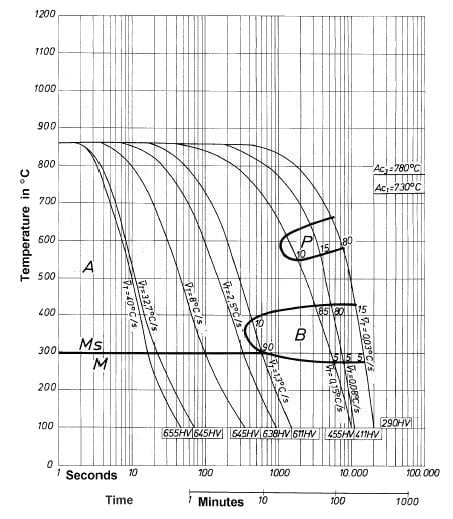
تسخين موحد إلى 770/790 درجة مئوية
الحرارة إلى 710-740 درجة مئوية، تبرد ببطء في الفرن. سيؤدي ذلك إلى إنتاج صلابة برينل بحد أقصى 230.
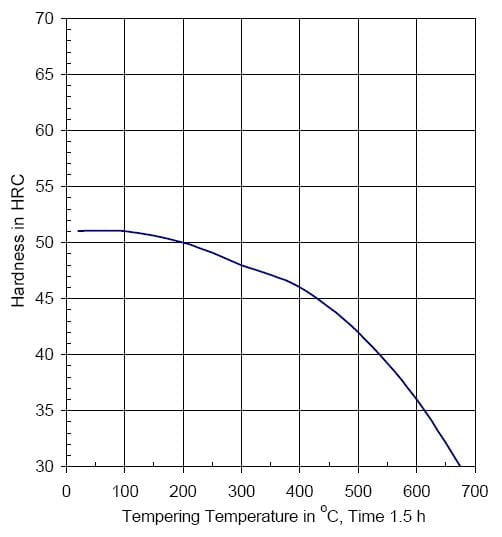
درجة حرارة التقسية (درجة مئوية) مقابل الصلابة (HRC)
| 100 درجة مئوية | 200 درجة مئوية | 300 درجة مئوية | 400درجة مئوية | 500درجة مئوية | 600درجة مئوية | 700 درجة مئوية |
| 51 | 50 | 48 | 46 | 42 | 36 | 28 |
درجة حرارة التقسية
| ||||
ج. | و. | من. | سجل تجاري. | شهر. |
0.40% | 0.40% | 1.00% | 1.20% | 0.35% |
| درجة حرارة التقسية | 100 | 200 | 300 | 400 | 500 | 600 | 700 |
درجة حرارة التقسية | 51 | 50 | 48 | 46 | 42 | 36 | 28 |
درجة حرارة التقسية | 1730 | 1670 | 1570 | 1480 | 1330 | 1140 | 920 |
نيترة:
يمكن نيترة القوالب المصنعة من 1.2311 المتصلبة مسبقًا لإعطاء سطح صلب شديد المقاومة للتآكل والتآكل. يزيد السطح المنترد أيضًا من مقاومة التآكل. ستكون صلابة السطح بعد النيترة عند درجة حرارة 525 درجة مئوية في غاز الأمونيا حوالي 650HV.
درجة حرارة التقسية | درجة حرارة التقسية | درجة حرارة التقسية |
525 درجة مئوية | 20 ساعة | 0.30 ملم |
525 درجة مئوية | 30 ساعة | 0.35 ملم |
525 درجة مئوية | 60 ساعة | 0.50 ملم |
العبث:
سوف يعطي Tufftriding عند 570 درجة مئوية صلابة سطحية تبلغ حوالي 700HV. بعد ساعتين من المعالجة، سيكون سمك الطبقة الصلبة حوالي 0.01 ملم
Flame & Induction Hardening:
1.2311 قد يكون لهبًا أو تصلبًا بالحث إلى تصلب يتراوح من 50 إلى 55 HRc. التبريد في الهواء هو الخيار المفضل. ومع ذلك، قد تتطلب القطع الأصغر تبريدًا قسريًا. يجب أن يتبع التصلب على الفور التقسية.
طلاء الكروم الصلب:
بعد الطلاء بالكروم الصلب، يجب تقسية الفولاذ لمدة 4 ساعات تقريبًا عند 180 درجة مئوية، وذلك لتجنب التقصف بالهيدروجين.
تصلب القضية:
من أجل الحفاظ على الحد الأقصى من صلابة السطح، قد يتم تقوية الحالة 1.2311. قبل إجراء عملية تصلب العلبة، يجب أن يتم تلدين الفولاذ. للكربنة، ضع مسحوق الكربنة في صندوق من الحديد الزهر أو الفولاذ المقاوم للحرارة وتأكد من فصل العناصر عن الجوانب بما لا يقل عن بوصتين من مسحوق الكربنة. عود الغطاء بالطين الناري. قم بالتسخين إلى درجة حرارة الكربنة البالغة 880 درجة مئوية وانقعها لمدة كافية لإعطاء العمق المطلوب للعلبة. يُبرد إلى 800/820 درجة مئوية ويُطفأ بالزيت. سوف يكون من الضروري بعد ذلك هدأ. يعاد التسخين إلى 200/300 درجة مئوية ويترك ليبرد في الهواء ليعطي صلابة السطح النهائية لـ Rockwell C55/59
اللحام:
قم أولاً بالتسخين إلى ما يقرب من 400 إلى 500 درجة مئوية. اللحام .12311 عند درجة حرارة 400 إلى 500 درجة مئوية تقريبًا وتخفيف الضغط. استخدم الأقطاب الكهربائية الأساسية المصنوعة من سبائك الكروم والنيكل والموليبدينوم في لحام الفولاذ الإنشائي. يمكن أيضًا إجراء اللحام باستخدام قطب كهربائي من الفولاذ المقاوم للصدأ الأوستنيتي. في هذه الحالة، يمكن تعديل درجة حرارة العمل المتزايدة المنصوص عليها، ولكن معدن اللحام لديه قوة أقل من المادة الأصلية
| درجة حرارة: | ||
| 20 درجة مئوية | 200 درجة مئوية | 400 درجة مئوية | |
| الكثافة (كجم/م3) | 7800 | 7750 | 7700 |
| معامل التمدد الحراري (لكل درجة مئوية من 0 درجة مئوية) | - | 12.7 × 10-6 | 13.6 × 10-6 |
| الموصلية الحرارية (J/m.s درجة مئوية) | 29.0 | 29.5 | 31.0 |
| الحرارة النوعية (جول/كجم درجة مئوية) | 460 | - | - |
| معامل المرونة: | |||
| إلى 500 درجة مئوية وتخفيف التوتر | 20900 | 20400 | 18900 |
| درجة حرارة التقسية | 205000 | 200000 | 185000 |
| |||
| إلى 500 درجة مئوية وتخفيف التوتر | إلى 500 درجة مئوية وتخفيف التوتر | إلى 500 درجة مئوية وتخفيف التوتر | إلى 500 درجة مئوية وتخفيف التوتر |
| إلى 500 درجة مئوية وتخفيف التوتر | إلى 500 درجة مئوية وتخفيف التوتر | إلى 500 درجة مئوية وتخفيف التوتر | إلى 500 درجة مئوية وتخفيف التوتر |
| عمق القطع (ر) ملم | دقيقة. 10 | 2-10 | الأعلى. 2 |
| تغذية (ق) مم | مم 1.0 | 0.3-1.0 | الأعلى. 0.3 |
| إلى 500 درجة مئوية وتخفيف التوتر | إلى 500 درجة مئوية وتخفيف التوتر | ص 20- ص30 | إلى 500 درجة مئوية وتخفيف التوتر |
| إلى 500 درجة مئوية وتخفيف التوتر | 40-60 | 60-100 | 90-160 |
| ||
| Carbide Tools & | إلى 500 درجة مئوية وتخفيف التوتر | إلى 500 درجة مئوية وتخفيف التوتر |
| إلى 500 درجة مئوية وتخفيف التوتر | إلى 500 درجة مئوية وتخفيف التوتر | إلى 500 درجة مئوية وتخفيف التوتر |
| عمق القطع (ر) | دقيقة. 2 | إلى 500 درجة مئوية وتخفيف التوتر |
| التغذية (التغذية) ملم/سن | دقيقة. 0.2 | الأعلى. 0.2 |
| إلى 500 درجة مئوية وتخفيف التوتر | إلى 500 درجة مئوية وتخفيف التوتر | إلى 500 درجة مئوية وتخفيف التوتر |
| أدوات كربيد: | ||
| سرعة القطع (ت) م/دقيقة. | 55-85 | 75-95 |
| أدوات الصلب عالية السرعة: | ||
| سرعة القطع (ت) م/دقيقة. | 10-20 | 15-30 |
| |
إلى 500 درجة مئوية وتخفيف التوتر | 1000-1068 نيوتن/مم² |
إجهاد الخضوع | 861-930 نيوتن/مم² |
إلى 500 درجة مئوية وتخفيف التوتر | 45-50% |
استطالة | 14-17% |












